

联系我们

【衬塑管道衬胶管道修复符合行业标准】
更新时间:2025-02-26 18:43:18 浏览次数:18 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 441 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |


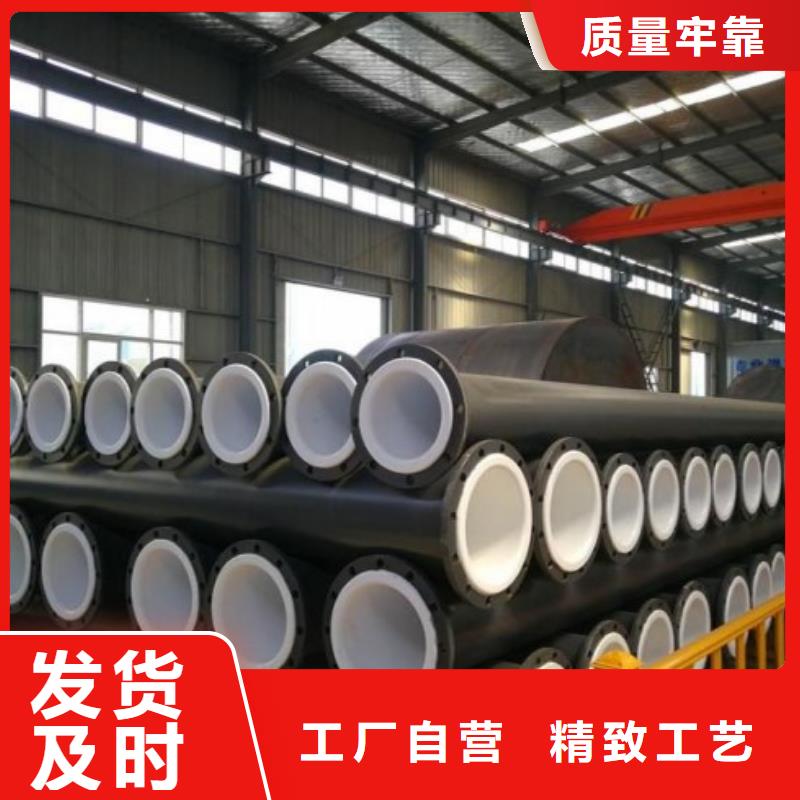




无缝钢衬PE管道
钢衬PE管道即PE衬里钢管,是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性PE塑料,经热滚塑成型,它既有钢管的机械性能,又有PE塑料管的耐腐蚀的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。 钢衬PE管道广泛应用于化工、生物、冶金、电力、冶炼、制药、食品、环保等领域,在-20℃-110℃内是取代橡胶、陶瓷、玻璃钢、不锈钢及塑料板等衬里的理想材料。
钢衬聚烯烃管道即钢塑复合管,是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性塑料管(常用PE、PO、PVC、PTFE),经冷拉复合或滚塑成型,目前市场上采用的是滚塑成型。钢衬塑管道滚塑成型又称旋塑即旋转成型、旋转模塑、旋转铸塑、回转成型等。
是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,使模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型、脱模,后获得制品。从而使得它既有钢管的机械性能,又有塑料管的耐腐蚀,缓结垢,不易生长生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。



纵横机械制造有限公司生产的 江西南昌内衬塑外镀锌质量良好,种类繁多,规格丰富,将凭借良好的信誉,合理的 江西南昌内衬塑外镀锌价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互助!



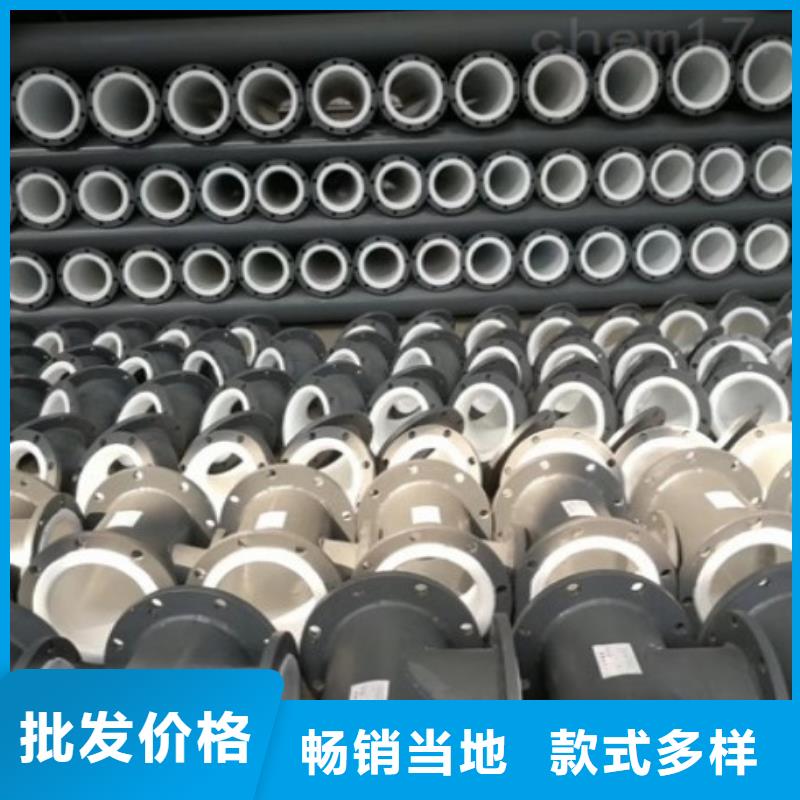
洛阳纵横机械生产衬塑管道、衬塑钢管、钢衬PE管道、钢衬PO管道、钢衬PP管、钢衬PVC管、碳钢衬塑管、钢衬四fu管道以及各种非标、成套系列衬塑设备。衬塑管道具有耐腐蚀、缓结垢、不脱层、防腐性能好、抗渗透性好是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。
衬塑管道和管件防腐层容易破损,容易泄漏的地方有:直管法兰口直角部位,长管道的中间部位,三通的主管支管结合部位,弯头的中心位置。钢衬塑管道,有多年的生产历史,在钢塑复合管的生产和检测过程中,积累了比较丰富的经验。
衬塑管道是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性工程塑料,经冷拉复合或滚塑成型,它既有钢管的机械性能,又有工程塑料的耐腐蚀,缓结垢,不易生长生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。内衬食品级聚丙烯,能用于食品、医药及饮水等行业。常见的衬塑管道有:钢衬聚丙烯管(GSF.PP),钢衬聚氯乙烯管(GSF.PVC),钢衬聚乙烯管(GSF.PE),钢衬聚烯烃管(GSF.PO)钢衬聚四氟乙烯管(GSF.F4)。



钢衬聚烯烃管道厂家产品特点:
1、适用范围广泛,规格品种齐全;
2、生产工艺独特;
3、连接方式可靠快捷;
4、表面防蚀措施完善,美观;
5、外层焊管壁厚设计合理;
6、内层塑料管的壁厚合理,确保通径;
7、节能环保,发展潜力大;
专业从事石油化工行业储罐、管道、管件新型外防腐材料研发,创新,销售及防腐蚀技术咨询的新兴企业。近年来为了满足石油化工行业客户对防腐材料的不同需求,结合国内外各种生产技术资源及丰富的应用实践基础,我们合作研发生产多种新型防腐材料。产品经中国石油天然气集团公司专业机构测试,各项性能指标均优于行业标准,并达到国外同类产品质量指标。其中纳米耐蚀防水弹性胶产品并获得发明 权。各产品生产都实施ISO9001:2000质量管理体系,齐全的检测设备、完备的检测手段、可靠的质量保证体系,确保公司为客户提供流的产品与满意的服务。


加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
钢衬塑管道法兰焊接注意事项:
首先:法兰和管子之间要保持垂直状态,这一点很重要,如果不垂直结果就会导致管线歪曲,管线越长,歪曲度就越大。
其次:焊接不能有盲点,法兰内径肯定要比管道外径大,焊接过程要仔细,要全焊,不能出现所谓的漏点。
第三:管子两头的法兰焊接时法兰孔要对准,保持在一条线上,方便以后安装。
第四:法兰和管子之间的焊接缝隙要处理,进行打磨,内外都要进行打磨,外边是为了美观,里边必须要平整,否则影响衬塑效果。


