
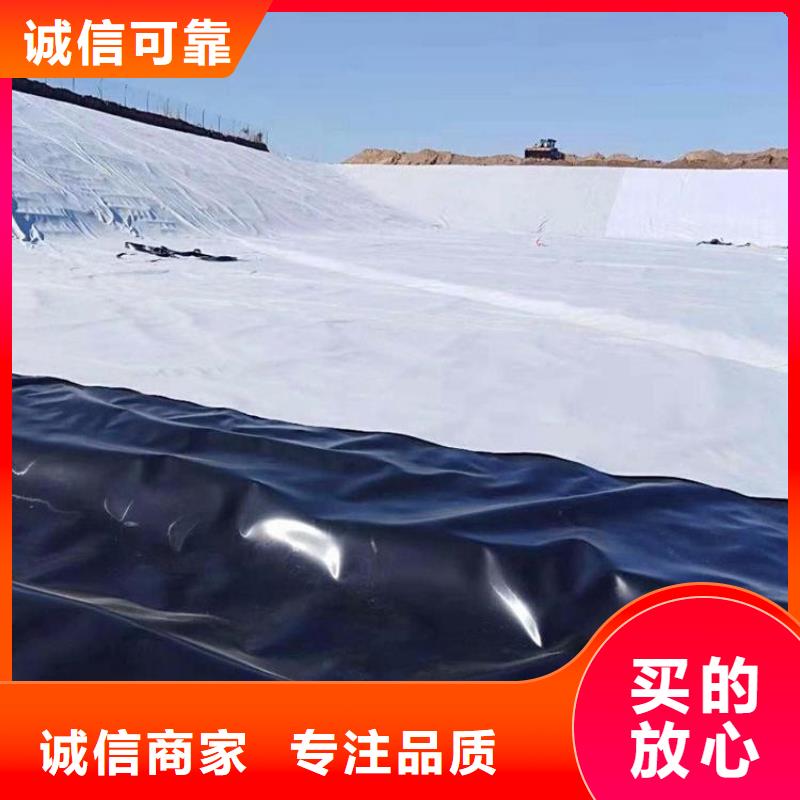








HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产厂家派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。
焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。
土工膜选用优质的聚乙烯原生树脂,主要成分为的高密度聚乙烯,约的碳黑、抗老化剂、抗氧剂、紫外线吸收剂、稳定剂等辅料。土工膜能满足环保环卫、水利、建筑、市政工程、园林、景观、石化、矿业、盐业、农业、水产养殖业的应用要求。
考虑到土工膜在工程的实际情况,边坡采取从上到下的铺设顺序;、相邻两幅的纵向接头不应在一条水平线上,应相互错开以上;纵向接头应距离坝脚、弯脚处以上,应设在平面上;先边坡后场底;、边坡铺设时,展膜方向应基本平行于较大坡度线。HDPE土工膜分为一布一膜和两布一膜,宽幅4-6m,重量为200—1500g/平方米,抗拉、抗撕裂、顶破等物理力学性能指标高,产品具有强度高,延伸性能较好,变形模量大,耐酸碱、抗腐蚀,耐老化,防渗性能好等特点。
产品质量采用ASTM测试标准,达到GRI标准要求,同时可按照国内《GBT》GH-1和GH-2(环保型)标准及《CJT》标准生产,具有良好的化学稳定性。土工膜厂家专业生产土工膜产品,在施工方面也有自己的方法,下面我们就介绍一下土工膜在转角处如何处理进行说明一下:对于土工膜的施工不可能都是横平竖直的,那么在遇到土工膜转角的位置应该做怎样的处理那。一般阴角部位需先用膨润土颗粒或膨润土密封胶做成5cm的倒角,然后铺设膨润土防水毯加强层(宽50cm沿拐角两面各25cm);阳角部位则需先将尖角磨掉(较好是在混凝土二次收光时用抹子压),然后再铺设膨润土防水毯加强层(宽50cm沿拐角两面各25cm)。
公司是土工材料产品的专业化生产加工技术,公司在土工膜的生产与深加工中有独到的技术方案与加工技术,下面就随小编一起来了解一下吧。HDPE土工膜的锚固方法有哪几种。HDPE土工膜锚固的方法分为三种:沟槽锚固、射钉锚固和膨胀螺栓锚固;通常情况下,采用沟槽锚固。
采用沟槽锚固时,视HDPE土工膜的使用条件及受力情况,其锚固沟槽宽度一般不小于0.5m-1.0m其深度不得小于0.5m-1.0m。HDPE土工膜采用射钉锚固时,压条宽度不小于2cm,厚度不得小于2mm,射钉间距不应大于400mm,压条明露处应有防腐措施。
