


联系我们

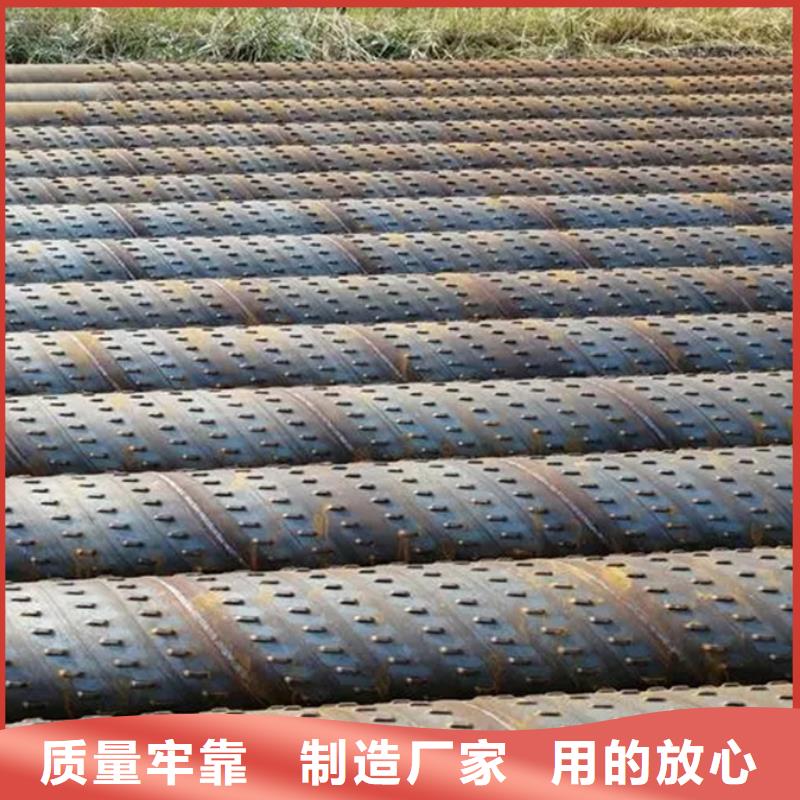
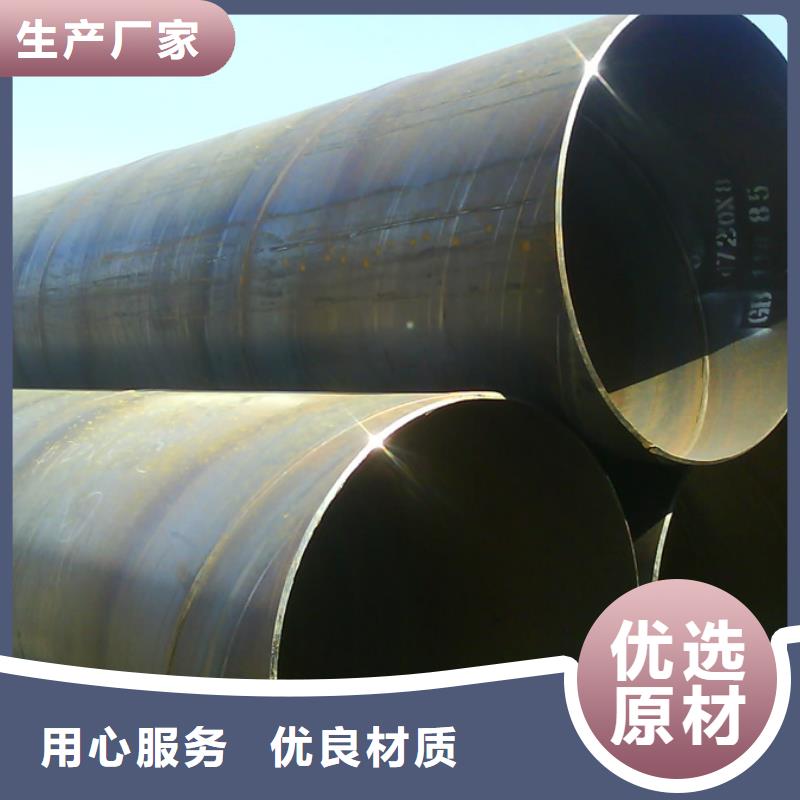
镀锌螺旋管型号齐全
更新时间:2025-03-13 18:22:43 浏览次数:9 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4350 |
| 发货期限 | 两天 |
| 供货总量 | 4000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B 16mn |
| 产品品牌 | 神悦 |
| 产品规格 | 规格全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 排水用 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 6米 可按客户要求定尺 |




14660<临汾>神悦钢材有限公司

常用的两种带颈法兰形式 a)临汾16mn螺旋管插入对接形式 b)临汾16mn螺旋管直接对接形式8.6.3.2法兰选型国内的带颈法兰主要有对焊螺旋焊管和平焊两种形式。带颈对焊法兰仅有一条环向焊缝,工作量相对较小,其焊缝等级要求高但焊缝质量可检测,只要工艺措施控制得当,质量容易得到保证 临汾16mn螺旋管带颈平焊法兰有两条角焊缝,工作量相对较大,其焊缝等级要求低但焊缝质量检测困难,焊缝质量难以控制,而且两条角焊缝离开较远,实际受力不均匀。此外,平焊法兰与钢管的连接方式是钢管插入法兰颈内,这容易在钢管外壁与法兰颈内壁之间产生一定的间隙,如果角焊缝存在砂眼、夹渣等法兰酸洗时。
辊轮的安装斜度是可阔节的,通常安装倾斜角度小于45°。这种斜装辊轮承担着螺旋钢管前 进速度和旋转速度的双重作用。因此,螺旋钢管厂家在调节任何种速度时必须 兼顾另种速度的变化。它是在传送辊道上平行于钢管前方向安装若干对辊轮。每对辊轮中只为主动辊轮,另只为被 辊轮。主动辊轮表面加工有斜齿,当其转动时与钢管接触处产生寒力,带动螺旋钢管旋转。 螺旋钢管的全称即是螺旋缝双面埋弧焊钢管,螺旋管的生产工艺与他的名字一样,是以宽度1000mm以下的带钢、或者宽度1000mm-15000mm之间的卷板为原材料,在螺旋管生产设备中以螺旋缝双面埋弧焊的形式成型,根据客户的需求来截取相应的长度,如果长度无要求一般长度以6米/支或者12米/支截取。
二. 临汾防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。