








林芝Q345B无缝钢管深加工工艺特点。排空后无缝钢管的总表面积增大,而内表层面积减小,所以内外层之间会出现中和层,外层、中和层和 中间的所有层都会增加面积,而外层则大大提高。 内表层和中和层,内表层大大减少。 空气拉拔时无缝钢管各层面积的转变特性影响金属材料变形的不对称性。 其特点之一是各层沿壁厚加宽不均匀。 当然,无缝钢管的外表面小,而无缝钢管的内表面。
中间层的加宽是由外层决定的。到内表面层逐渐升高。第二个特点是,由于综合关系,林芝Q345B无缝钢管各层在变形时不能有不同的加宽,所以各层之间必须相互制约。 由于表层金属材料的宽度小于内层金属材料的宽度,所以表层在变形时必须受到内层的约束作用,其具体的加宽比例当然是加宽的。 反之,内层的加宽被表层阻挡,其比加宽率当然小,而厚度增加。 林芝Q345B无缝钢管需要加热变硬。该型炉适用于大型、大体积钢管的热处理,每小时产量1.0吨以上。 可以使用的保护气体有高纯氢气、分解氨等保护气体。可配备对流冷却系统,使钢管更快冷却。网带式光亮热处理炉。 该型炉适用于小口径薄壁精密钢管,每小时产量约0.3-1.0吨,加工钢管长度可达40米,也可处理盘绕毛细管。马弗式光亮热处理炉。 钢管装在连续的把手架上,在马弗管内加热,可以以较低的成本加工优质的小口径薄壁钢管,每小时产量约0.3吨以上。林芝Q345B无缝钢管生产工艺较为复杂多变。

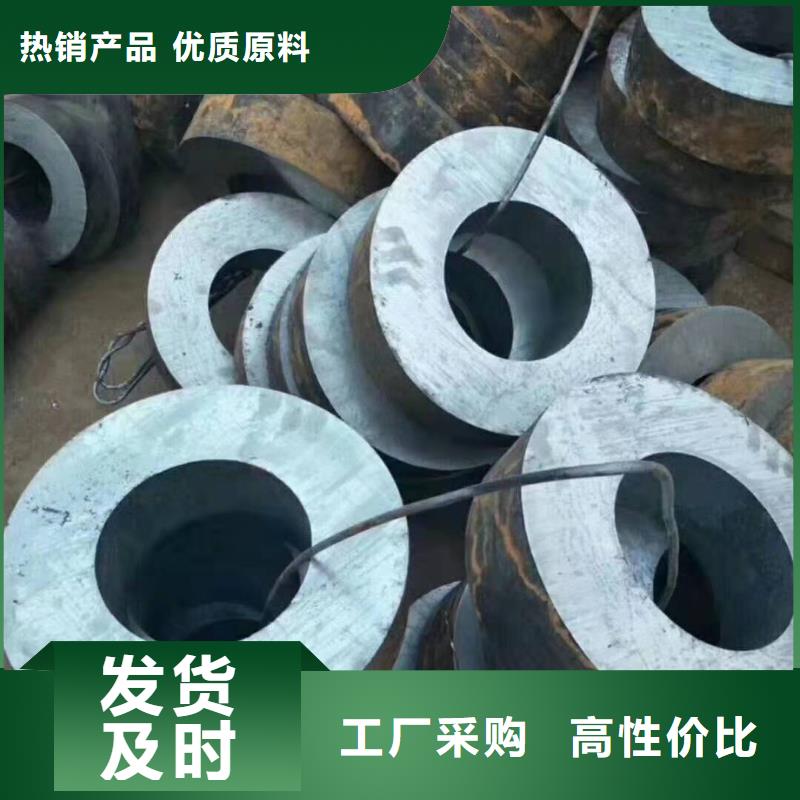
林芝无缝钢管现如今应用的行业真的是很普遍的,比如在建造层面,运送层面这些,往往林芝无缝钢管可以那样被许多的应用,一定是有钢管本身的优点及其优势。相比以前应用的那类一般钢管,林芝无缝钢管选用了一系列的新科技的生产技术,随后才拥有林芝无缝钢管扎实的品质。
林芝无缝钢管现如今应用的行业真的是很普遍的,比如在建造层面,运送层面这些,往往林芝无缝钢管可以那样被许多的应用,一定是有钢管本身的优点及其优势。相比以前应用的那类一般钢管,林芝无缝钢管选用了一系列的新科技的生产技术,随后才拥有林芝无缝钢管扎实的品质。
针对焊管大家都很了解。今日给大伙儿详细介绍林芝无缝钢管和焊管的差别究竟在哪?
首先:关键的便是她们的成形加工工艺不一样。一般的钢管,例如自来水水管,一般是根据将平板才经钣金折弯后电焊焊接起來的,这类加工工艺非常简单不光滑,制成品生产加工后能够在上面发觉一条焊接。而林芝无缝钢管一般是将熔融状态的铁水根据环状双缝库存积压出去后再经过拉申等工艺处理成形,在这类加工工艺下就沒有焊接。
在特性上,林芝无缝钢管在承受压力工作能力上较一般钢管有挺大,因此常常被用以髙压机器设备应用。如液压机械的管道联接等。而一般钢管的焊接位置是其薄弱点,焊接品质也是危害其总体特性的关键要素。

随着我国科学技术的发展,林芝无缝钢管是随着我国科学生产技术的发展而迅速发展起来的一种新型运输设备。对于这种林芝无缝钢管,业内专家表示,这种输送输送管是利用电磁感应原理,根据导电介质通过外磁场,进而产生感应电动势,就是液体输送的一种工作原理。 对于很多使用这种输送设备的企业来说,如何保证林芝无缝钢管的正常运行是日常生产过程中不可缺少的一环,对管道进行日常维护也是很有必要的。
工业生产中使用林芝无缝钢管应注意什么? 对于一般企业来说,对林芝无缝钢管一年做一次比较的检查,不仅从外观上,还要对管子的关键部位进行检测,然后对一个运输值进行校准,而且是 必须确认管道原件的电压和电路,确保每个环节都没有误差,从而保证管道在日常生产活动中运输的准确性。 业内专业人士在检测此类林芝无缝钢管时,往往要进行零点漂移。 调零是非常必要的。 在线调零必须是停止输送液体的流动。 这实际上并不容易做到,所以在检查过程中,经常会检查传感器的运行情况。
专业人士还表示,如果对管材进行检测后得到的结果与历史检测结果一致,则说明管材没有问题,可以继续使用。 事实上,对于这种非常精密的不锈钢管材,在日常的工作和生产中,可能会因为一些操作不善导致运输设备出现一些运输偏差。 因此,对于企业来说,一方面要加强对这些精密运输设备的日常维护和检查,同时还要对操作人员进行更专业的技能培训,避免操作人员操作不当。 在日常工作操作中。 操作,造成运输设备的运输偏差,不仅可能造成运输设备的损坏,而且对生产活动也有一定的影响。

林芝杰达通无缝钢管您介绍无缝钢管热冲压成型工艺。该工艺的目的在于将无缝钢管加热到合适的温度,使耐磨管完全马氏体化,并具有优良的塑性变形。用于加热的机械设备是专用的连续热处理炉。加热到加工硬化温度以上后,表层很容易在空气中氧化形成氧化皮,对后续生产加工造成不良破坏。为了更好地防止或减少耐磨管在热处理炉内的空气氧化,一般在热处理炉内设置稀有气体保护系统,或对管材进行表面抗氧化处理是指将加热后的无缝钢管从热处理炉中取出,放入热成型模具中。
在这个过程中,需要保证耐磨管尽快迁移到模具中。一方面是为了更好地避免无缝钢管在高温下空气氧化,另一方面是为了更好地保证耐磨性。管材在成型时仍处于较高的温度,具有优良的塑性变形。冲压模具及热处理:耐磨管入模后,应立即在无缝钢管上成型冲压模具,以免温度下降过大影响耐磨管的成型特性。成型后模壳应合模并保持一段时间的压力。一方面是为了更好地控制零件的外观。身体的身体,产生优良的规格精度和物理性能。
研究表明,现阶段普通热冲压模具不锈钢薄板完成马氏体向奥氏体转变的 冷却速度为27~30℃/s,因此需要保证模具的冷却速度外壳到管材超过这个临界点。后处理:成型的零件从模具中取出后,必须进行一些后处理,如采用酸洗钝化或喷丸去除零件表面的氧化皮,并对零件进行修整修整。由于热金属冲压件的抗压强度太高,不能用传统的修边和冲孔方法进行加工,而必须用激光设备进行。
