




我们的【PE双壁波纹管】mpp电力管定金锁价视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:【PE双壁波纹管】mpp电力管定金锁价的图文介绍

润星电力管材有限公司在建立现代企业制度的基础上,建立了一套完善的人事管理、生产管理、质量管理、财务管理、营销管理、信息管理等综合管理体系。公司研发中心拥有雄厚的科技力量和强大的科研实力,汇聚海内外专家学者进行科研攻关。 公司 安徽合肥电力工程保护管生产基地拥有国际技术水平的生产环境的生产设备, 以及正在完善适合公司发展、适应市场需求的运营模式。在这个充满机遇挑战的新的历史时期,公司将以市场为导向,以人才为根本,以技术为支撑,以资本为纽带,打造一个实力雄厚、核心竞争力强大的国际化企业。在这里,我们将用信念、追求和执着开启新的航程,乘风破浪,勇往直前,驶向我们的理想和目标。



减震补偿式钢带增强管电热熔带焊接方法是利用镶嵌在连接处接触面的电热元件通电后产生的高温连接方法,是刚性连接。电热熔带焊接结构如下:它是采用一条内壁镶嵌有电阻丝的聚乙烯电熔带、紧贴在两被连接端的外表面(复盖连两厘米以上),再用耐热带紧固;同时在接口处管端内壁用可拆卸的工具支撑牢固后,再用电热熔焊机给电阻丝供电,电阻丝发热熔融膨胀形成压力,界面两边的聚乙烯互相扩散,燃气波纹管品牌,关闭电源,双壁波纹管品牌,待充分冷却固化后形成可靠连接。减震补偿式钢带增强管电热熔带连接时,必须严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带必须由生产厂配套供应。电减震补偿式钢带增强管热熔带焊接施工的要点:电热熔带连接时。
必须严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带必须由生产厂配套供应其步骤如下:1)检查双壁波纹管和电热熔带是否有损伤。2)对齐管道和杂物。3)通过水平杆或沙袋将要连接的管道放臵在离地面20~30cm处。地基上挖有操作坑的可将管道直接放臵在地基上。操作坑宽为电热熔带宽2倍,深为管底下30cm。并水平对齐。4)用洁净的布彻底将管道的外表面和电热熔带的内壁上的杂物掉(包括水气),油类污物可用对PE材料焊接有邦助的溶剂擦拭。5)用电熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面再用耐热带紧固。6)将焊机的输出线端与电热熔带的连接线头相连接。7)焊接在电熔焊机上设定好时间和档位。
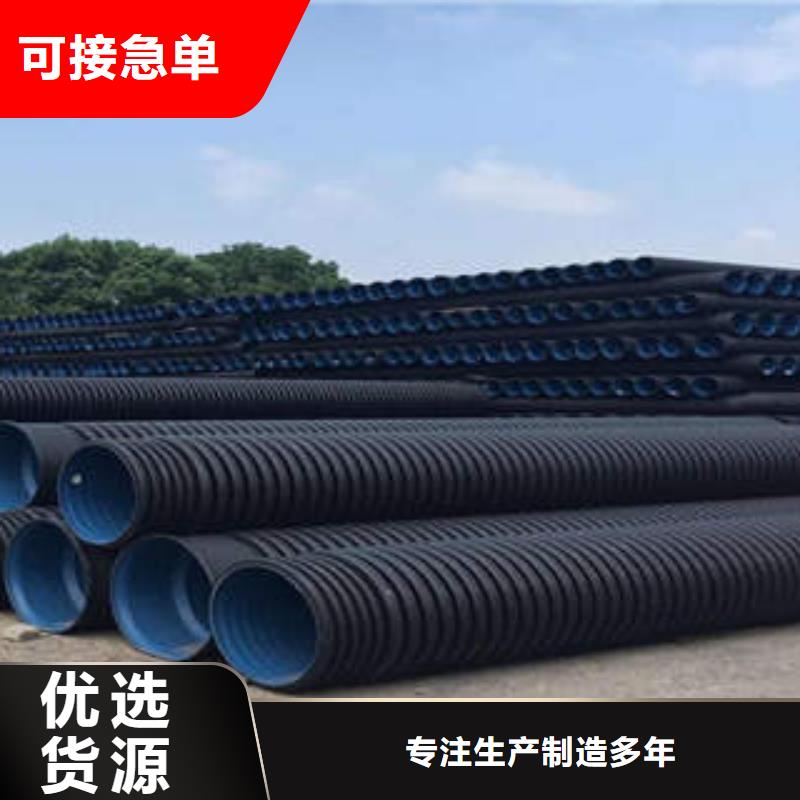
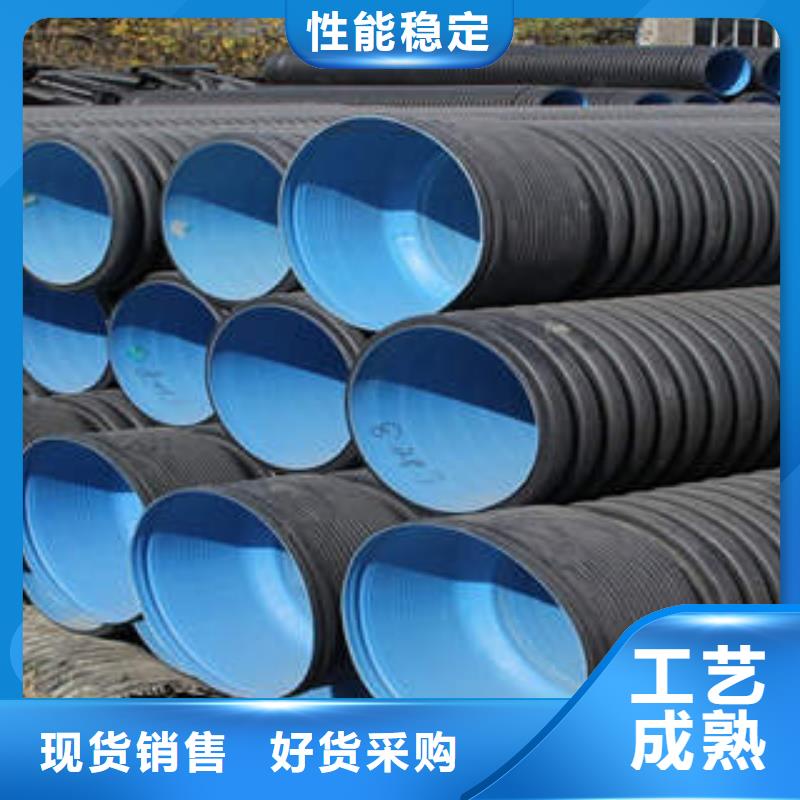
根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。产品介绍:以高密度聚乙烯(hdpe)为基体,用表面涂敷粘接树脂的钢带成型为波形作为主要支撑结构,并与聚乙烯材料缠绕复合成型的双壁螺旋波纹管。产品特点:1,耐腐蚀性、适用寿命长,由于采用特殊材料和工艺既解决了钢板防腐问题也解决了钢板与pe材料的粘合度,使管道的使用寿命和纯塑料管道一样在50年以上。抗化学性强,都匀波纹管品牌,由于hdpe分子没有积极性,管材稳定性极好,具有极强的抗化学物质侵蚀的能力。抗外力强,管道外形螺旋结构,受外击力时,复原性强,地震、水沼恶劣地质环境拉伸挤压不易破裂。耐寒性强,在零下60度环境里。
聚乙烯螺旋波纹管埋地排水钢带增强波纹管用的是一种叫做钢带增强PE螺旋波纹管的管道;其借鉴国外先进的金属塑料管材复合技术而开发的一种PE与钢带熔融复合的缠绕成型结构壁管材。产品结构:壁管结构由3个层次构成,以高密度聚乙烯为基体,hdpe双壁波纹管品牌,以螺旋缠绕成型的高强度钢带为增强体,采用独特的制造工艺,将钢带与高密度聚乙烯熔合成一体。生产工艺:钢带聚乙烯螺旋波纹主要生产工艺:在主机上先缠绕一个实壁PE内层管,再将折成倒“U”形、涂覆有高性能粘接树脂的钢板增强体放置在实壁PE内层管的设计?位置上,再再其外部挤出复合一层与钢板增强体波形相同的PE外层,通过整型、定型、冷却、切割后就得到成品管材。我公司主要研发、生产拼装、整装钢波纹管涵、镀锌螺旋波纹钢管、预应力金属波纹管、HDPE钢带增强波纹管、大小口径HDPE、PP塑料双壁波纹管以及各种排水管道。
必须严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带必须由生产厂配套供应其步骤如下:1)检查双壁波纹管和电热熔带是否有损伤。2)对齐管道和杂物。3)通过水平杆或沙袋将要连接的管道放臵在离地面20~30cm处。地基上挖有操作坑的可将管道直接放臵在地基上。操作坑宽为电热熔带宽2倍,深为管底下30cm。并水平对齐。4)用洁净的布彻底将管道的外表面和电热熔带的内壁上的杂物掉(包括水气),油类污物可用对PE材料焊接有邦助的溶剂擦拭。5)用电熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面再用耐热带紧固。6)将焊机的输出线端与电热熔带的连接线头相连接。7)焊接在电熔焊机上设定好时间和档位。
根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。产品介绍:以高密度聚乙烯(hdpe)为基体,用表面涂敷粘接树脂的钢带成型为波形作为主要支撑结构,并与聚乙烯材料缠绕复合成型的双壁螺旋波纹管。产品特点:1,耐腐蚀性、适用寿命长,由于采用特殊材料和工艺既解决了钢板防腐问题也解决了钢板与pe材料的粘合度,使管道的使用寿命和纯塑料管道一样在50年以上。抗化学性强,都匀波纹管品牌,由于hdpe分子没有积极性,管材稳定性极好,具有极强的抗化学物质侵蚀的能力。抗外力强,管道外形螺旋结构,受外击力时,复原性强,地震、水沼恶劣地质环境拉伸挤压不易破裂。耐寒性强,在零下60度环境里。
聚乙烯螺旋波纹管埋地排水钢带增强波纹管用的是一种叫做钢带增强PE螺旋波纹管的管道;其借鉴国外先进的金属塑料管材复合技术而开发的一种PE与钢带熔融复合的缠绕成型结构壁管材。产品结构:壁管结构由3个层次构成,以高密度聚乙烯为基体,hdpe双壁波纹管品牌,以螺旋缠绕成型的高强度钢带为增强体,采用独特的制造工艺,将钢带与高密度聚乙烯熔合成一体。生产工艺:钢带聚乙烯螺旋波纹主要生产工艺:在主机上先缠绕一个实壁PE内层管,再将折成倒“U”形、涂覆有高性能粘接树脂的钢板增强体放置在实壁PE内层管的设计?位置上,再再其外部挤出复合一层与钢板增强体波形相同的PE外层,通过整型、定型、冷却、切割后就得到成品管材。我公司主要研发、生产拼装、整装钢波纹管涵、镀锌螺旋波纹钢管、预应力金属波纹管、HDPE钢带增强波纹管、大小口径HDPE、PP塑料双壁波纹管以及各种排水管道。



公司主要产品有PE管材;PE塑料桶;橡胶树防雨帽系列产品;电缆填充绳;PVC黑膜;吸塑包装盒;PP快速连接管件;PE热熔管件;塑料大桶;香精桶;食品级包装桶;防雨帽;。做高品质塑胶产品的和实践者,愿与君合作共赢,共创美好明天。公司是UPVC管材、UPVC管件、阀门、环保型pvc排水管、耐压pvc排水管、CPVC管材、PVC-M等产品专业生产加工的公司,拥有完整、科学的质量管理体系。公司的诚、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。PVC管排水管是以卫生级聚氯乙烯(PVC)树脂为主要原料,加入适量的稳定剂、润滑剂、填充剂、增色剂等经塑料挤出机挤出成型和注塑机注塑成型。
HDPE双壁波纹管在发展在过程中,出现的一些问题,具体如下:问题之一,产能过剩,HDPE双壁波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万t,至今年,生产厂家扩大到5000余家。产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE双壁波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生性能的忧虑将促使行业进行转型。
成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。①熔融料温度偏低,原料塑化不,应适当提高机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。①成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,意塑化熔料的温度不要忽高忽低温度差过大。①成型模具内熔料温度偏低。应适当提高成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。②有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。2)内模温度低,内芯模加热体、螺杆温度低,3)内模温度高、水温高,6)配方不合理或原辅材料不合格。重新检查原辅材料及调正配方体系中内外润滑剂比例。
HDPE双壁波纹管在发展在过程中,出现的一些问题,具体如下:问题之一,产能过剩,HDPE双壁波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万t,至今年,生产厂家扩大到5000余家。产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE双壁波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生性能的忧虑将促使行业进行转型。
成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。①熔融料温度偏低,原料塑化不,应适当提高机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。①成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,意塑化熔料的温度不要忽高忽低温度差过大。①成型模具内熔料温度偏低。应适当提高成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。②有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。2)内模温度低,内芯模加热体、螺杆温度低,3)内模温度高、水温高,6)配方不合理或原辅材料不合格。重新检查原辅材料及调正配方体系中内外润滑剂比例。


