


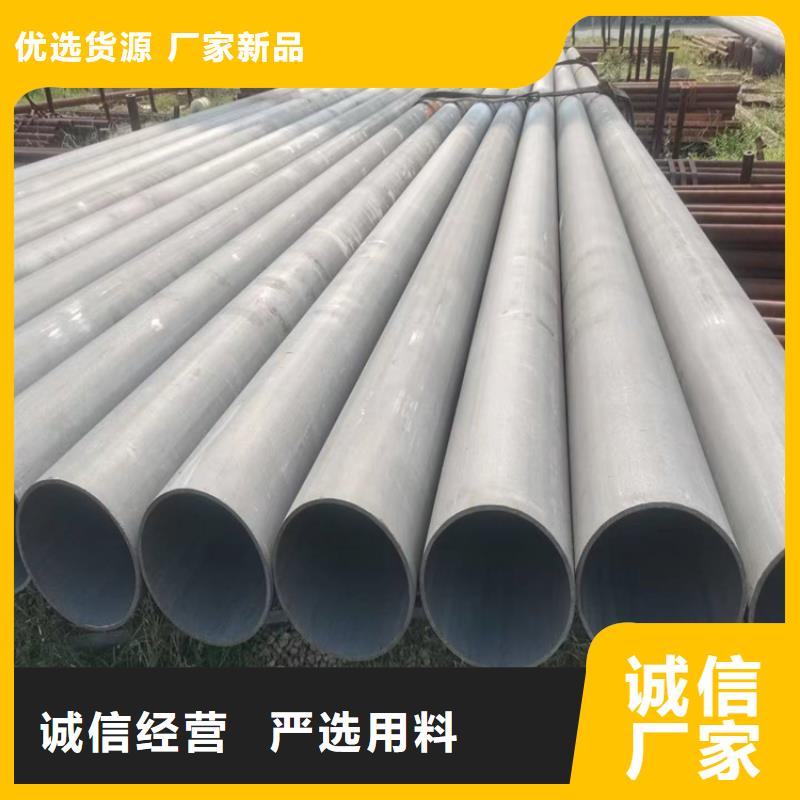






来宾 酸洗钝化无缝钢管为什么要镀膜?影响酸洗钝化无缝钢管镀膜的因素有哪些?影响酸洗钝化无缝钢管镀膜的要素,主要有以下四点:1、酸洗钝化无缝钢管的钝化膜在热力学中是属于受抑制的亚稳态架构,它所发挥的维护作用于所处的环境中的介质有关。但是不管在哪种环境中运用,都要对其停止定期的清洗来除去外表附着的有害物质。2、氯离子对酸洗钝化无缝钢管镀膜的危害是极大的,我们在对外表停止钝化过程中要严厉控制钝化液中的氯离子的含量。很多钝化用化学资料对氯离子都有着限量的请求,在配置钝化液用水和清洗用水也对氯离子有着严厉的水质请求,来保证钝化废品中不含有氯离子。3、酸洗钝化无缝钢管中镍含量低钝化性能就低,所以马氏体含量和铬跟镍的含量对方矩管外表的钝化性能影响很大。不锈钢的外表越润滑粗糙度越低就来宾越难有异物附着,腐蚀也就降到了低点,所以方矩管外表要尽量采用精加工。另外钝化后的清洗也要认真停止,这样才干使剩余的酸液促进阳极反响,维护膜层的完好性,保证外表的耐腐蚀性加强。4、酸洗钝化无缝钢管在生产运输中表面难免会附着上油污,而这会影响除锈及磷化的质量,降低涂层与基体间的结合力。主要利用有机溶剂溶解皂化与不皂化油来去除油污,常用的有机溶剂有乙醇、清洗用汽油、甲苯、四氯化碳、三氯乙烯等。其中比较有效的溶剂为四氯化碳和三氯乙烯,它们不会燃烧,可在较高温度下进行除油。
来宾 酸洗钝化无缝钢管加工处理酸洗是指用酸洗溶液如盐酸,硫酸等洗掉工件上的氧化层和灰尘等物质。清洗表面的作用磷化即一种处理方法,磷化液,有锌系磷化液,锰系磷化液等,磷化有很多种,作用也不同,如钢丝的磷化是使钢丝在拉细起到润滑作用的,有的是为了起到打底漆的作用,增强基体与漆体的结合力,还有的是起到耐腐蚀等等作用。工艺流程:脱脂---水洗---酸洗----水洗---封闭剂一般无缝钢管(碳钢)的酸洗方法有2种,如下:1.硫酸:稀释至20%左右的浓度,加热到60—65度,一般洗20-30分钟;2.盐酸:同样稀释至20%左右的浓度,直接室温来宾酸洗,一般洗20-30分钟;酸洗后的钢管要进行防锈处理的,钝化是其中的一种,要看钝化的质量如何,还有封闭剂的选用也很重要的。酸洗钝化液简介:酸洗钝化液:适用于碳钢,无缝钢、黑色金属(铸件、锻件、钣金件等)酸洗钝化处理。可广泛用于机械制造业、石油化工业、交通运输业、冶金、电力、纺织印染业、出版印刷业以及军工、矿山、发电厂、船舶工业、医疗机械等行业。
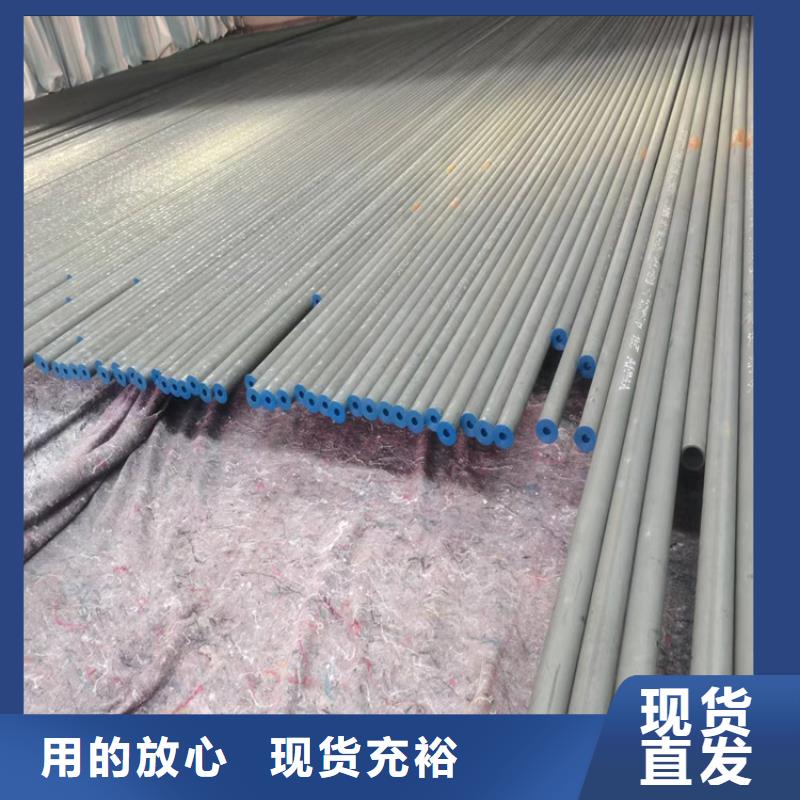
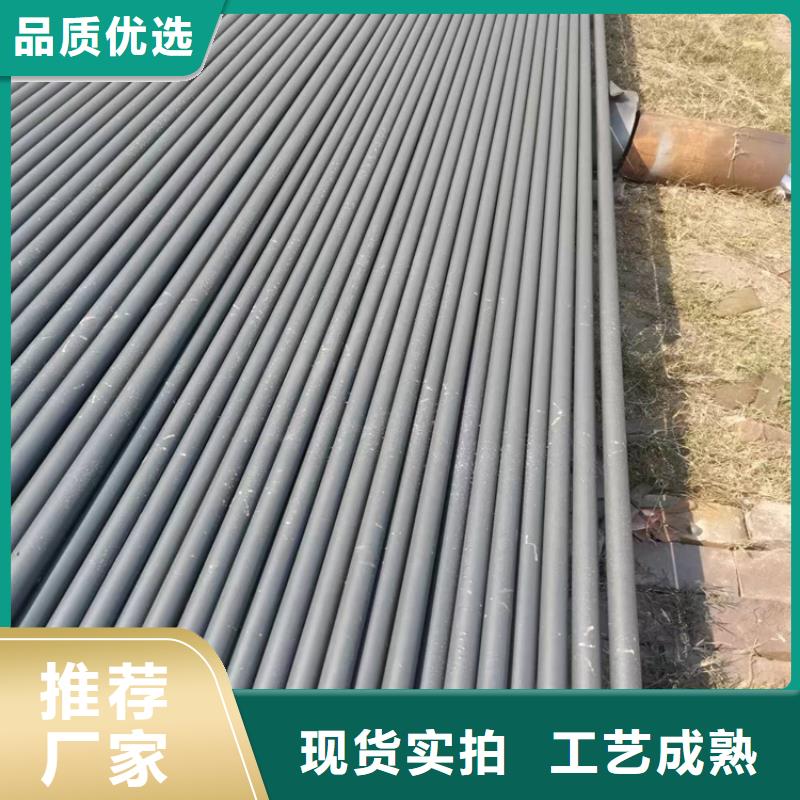
来宾山东博辉钢铁有限公司专业提供酸洗钝化无缝钢管酸洗钝化无缝钢管 次冷拔就是原料(毛管或成品管)→打头→酸洗→磷皂化(即润滑)→冷拔,如还有第二次冷拔,需不需要退火就看是什么钢种了。
一般低碳钢是不需要退火的, 次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。 质量要求高的做酸洗钝化处理。?磷化技术
磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。
钝化技术
来宾钝化是化学清洗中 一个工艺步骤,是关键一步,其目的是为了材料的防腐蚀。锅炉、反应器等设备经酸洗、水冲洗、漂洗后,金属表面很清洁,非常活化,很容易遭受腐蚀,所以必须立即进行钝化处理,使清洗后的金属表面生成保护膜,减缓腐蚀。对设备酸洗钝化处理,各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号碳钢不锈钢零件、板材及其设备。
化学清洗技术
主要应用无机清洗剂、有机清洗剂和复合型清洗剂对设备进行综合性清洗和维护。通过各种清洗剂去除设备上沉积的污垢和覆盖物,从而达到清洗效果,洗净后根据需要可在金属表面形成钝化膜。
来宾 待酸洗钝化无缝钢管桩施工结束后,人力往桩内灌沙至桩顶,并在钢板桩上方加焊桩盖,与此同时在外面壁加焊8~12根20mm的钢筋锚固建筑钢筋。酸洗钝化无缝钢管施工技术酸洗钝化无缝钢管生产工艺流程:(1)原料即热轧带钢卷,焊条,助焊剂。在资金投入前必须通过严谨的理化检测。(2)热轧带钢首尾连接,选用拉丝或双丝电弧焊接,在叠成无缝钢管后使用自動电弧焊焊补。(3)成形前,热轧带钢通过矫平、剪边、刨边,表层运输和予弯边解决。(4)选用电接点压力表操纵皮带输送机两侧压下液压缸的工作压力,保证了热轧带钢的稳定运输。(5)选用外控或内部控制辊式成形。(6)选用焊接空隙操纵设备来确保焊接空隙能够满足电焊焊接规定,管经,错边量和焊接空隙都获得严谨的操纵。(7)内焊和外焊均选用美国林肯直流焊机开展拉丝或双丝电弧焊接,进而得到平稳的激光焊接品质。(8)焊好的焊接均通过线上持续超音波全自动伤仪查验,确保了100%的螺旋式焊接的无损检测技术普及率。若有缺点,全自动警报并喷漆标识,生产制造职工以此随时随地调节加工工艺主要参数,立即缺点。(9)选用气体等离子切割机将无缝钢管切割成单条。(10)切割成单条无缝钢管后,每次无缝钢管都需要开展严苛的全检规章制度,查验焊来宾 接的物理性能,有机化学成分,融合情况,无缝钢管表层质量及其通过无损探伤检测,保证制管加工工艺达标后,才可以宣布资金投入生产制造。(11)焊接上面有持续声波频率探伤检测标识的位置,通过手动式超声和X射线复诊,如确实有缺点,通过修复后,再度通过高质量检测,直到确定问题早已。(12)热轧带钢对接焊焊接及与螺旋式焊接交点的丁型连接头的所属管,所有通过X射线电视机或拍片子查验。(13)每根无缝钢管通过静水压力实验,工作压力选用切向密封性。实验工作压力和時间都由无缝钢管压力微型机检验设备严控。实验主要参数全自动打印记录。(14)液压钢管机械加工制造,使内孔垂直角度,坡嘴角和钝边获得操纵。
