




别再等待了,仅仅一分钟,就能通过我们的圆钢-【高频焊接H型钢】大品牌值得信赖产品视频探索到无数令人心动的细节和亮点。
以下是:圆钢-【高频焊接H型钢】大品牌值得信赖的图文介绍



普通工字钢,轻型工字钢,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,这就使其在应用范围上有着很大的局限。工字钢的使用应依据设计图纸的要求进行选用。
在结构设计中选用工字钢应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的工字钢进行使用。
其规格以高×腿厚×腰厚表示,也可用号数 表示规格的主要尺寸。如18号工字钢,表示高为18 cm的工字钢。若高度相同 的工字钢,则可在号数后面加注角码a或b或c予以表示,如36a、36b、 36c等。它分为普通工字钢、轻型工字钢和宽翼缘工字钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘工字钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm。
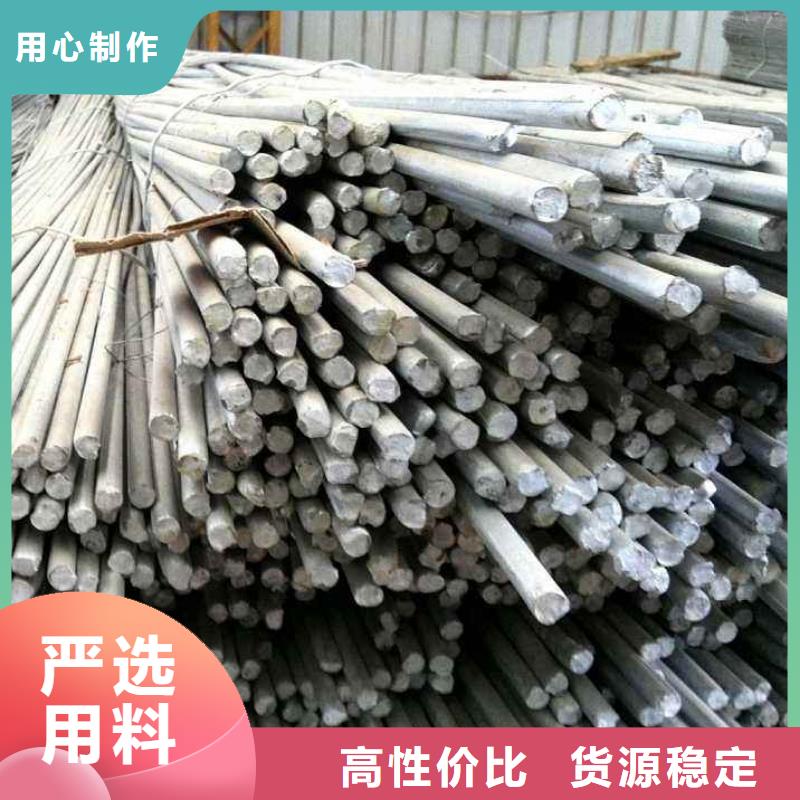
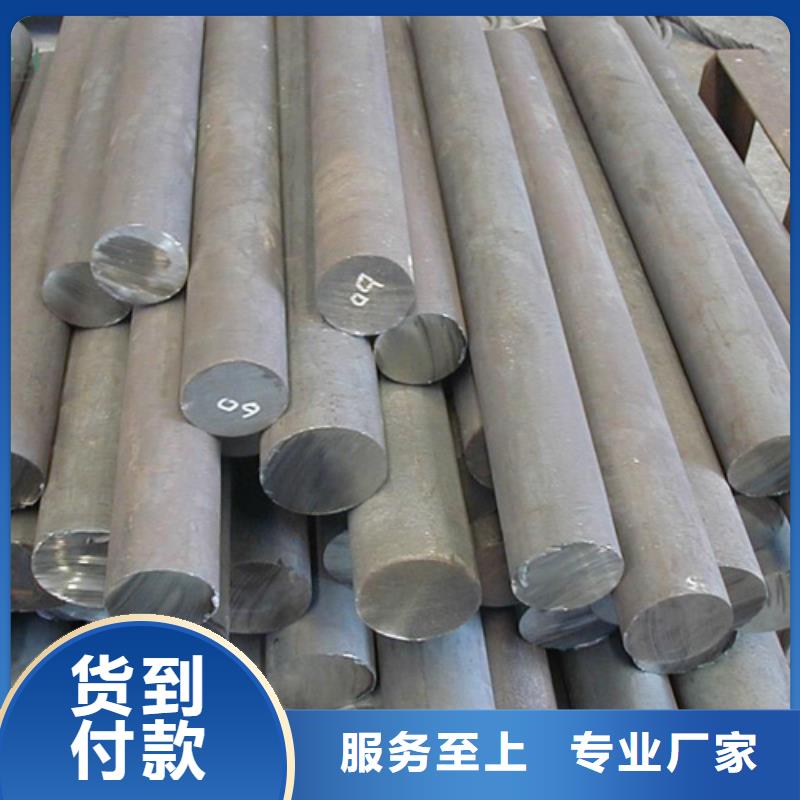
圆钢是指截面为圆形的实心长条钢材。其规格以直径表示,单位毫米(mm),如“ 50mm”即表示直径为50毫米的圆钢。
圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆的供应,常用作钢筋、螺栓及各种机械零件;大于25毫米的圆钢,主要用于制造机械零件、无缝钢管的管坯等。
在结构设计中选用工字钢应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的工字钢进行使用。
其规格以高×腿厚×腰厚表示,也可用号数 表示规格的主要尺寸。如18号工字钢,表示高为18 cm的工字钢。若高度相同 的工字钢,则可在号数后面加注角码a或b或c予以表示,如36a、36b、 36c等。它分为普通工字钢、轻型工字钢和宽翼缘工字钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘工字钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm。
圆钢是指截面为圆形的实心长条钢材。其规格以直径表示,单位毫米(mm),如“ 50mm”即表示直径为50毫米的圆钢。
圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆的供应,常用作钢筋、螺栓及各种机械零件;大于25毫米的圆钢,主要用于制造机械零件、无缝钢管的管坯等。



分单纯性进口及随同成套工程引进进口等两个渠道。近年我国沿海几大港口(大连、天津、秦皇岛、连云港等)在新建、扩建油、煤、粮等大宗进出口商品自动装卸工程中,随着主体设备引进的同时,大型槽钢的进口量也在增加。主要生产 和地区为日本、俄罗斯、西欧。
外观要求
槽钢的表面质量及几何形状的允许偏差在标准中有具体规定。一般要求表面不得存在用上有害的缺陷,不得有显著的扭转,规定槽钢波浪弯(镰刀弯)的允许值及各规格槽钢面形状的有关参数(h ,b ,d ,t 等)的数值、允差值。槽钢几何形状不正确的主要表现是:角、腿扩及腿并等。
工字钢也称为钢梁,是截面为工字形状的长条钢材。工字钢分普通工字钢和轻型工字钢。是截面形状为工字型的型钢。
工字钢主要分为普通工字钢、轻型工字钢和宽翼缘工字钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘工字钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm。在相同高度下,轻型工字钢翼缘窄、腹板薄、重 量轻。宽翼缘工字钢又称H型钢,断面特点是两腿平行,且腿内侧没有斜度。 它属于经济断面型钢,是在四辊 轧机上轧制的,所以又称“ 工字钢”。普通工字钢、轻型工字钢已经形成 标准。
外观要求
槽钢的表面质量及几何形状的允许偏差在标准中有具体规定。一般要求表面不得存在用上有害的缺陷,不得有显著的扭转,规定槽钢波浪弯(镰刀弯)的允许值及各规格槽钢面形状的有关参数(h ,b ,d ,t 等)的数值、允差值。槽钢几何形状不正确的主要表现是:角、腿扩及腿并等。
工字钢也称为钢梁,是截面为工字形状的长条钢材。工字钢分普通工字钢和轻型工字钢。是截面形状为工字型的型钢。
工字钢主要分为普通工字钢、轻型工字钢和宽翼缘工字钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘工字钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm。在相同高度下,轻型工字钢翼缘窄、腹板薄、重 量轻。宽翼缘工字钢又称H型钢,断面特点是两腿平行,且腿内侧没有斜度。 它属于经济断面型钢,是在四辊 轧机上轧制的,所以又称“ 工字钢”。普通工字钢、轻型工字钢已经形成 标准。


阔恒兴旺国际贸易有限公司坐落于我省经济实力和发展活力的腹地—重庆,得天独厚的地理优势,市场优势的地位,促使重庆工业强势发展;应 重庆紫铜排发展趋势,我公司本着“用户至上,勇于创新”的企业方针,发扬求真务实的开拓精神,不断引进国内外先进的 重庆紫铜排技术, 重庆紫铜排产品性能已逐步同国际市场接轨,成功案例遍布全国20个省份。




改进措施
针对上述3个问题,分别采取了相应措施。
1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。
针对上述3个问题,分别采取了相应措施。
1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。
