





聚宜兴金属制品有限公司始终以质量求生存、以质量求信誉、以质量求发展、以质量求效益,我们深知 安徽安庆复合管防撞栏杆、桥梁防撞栏杆、景观灯光护栏、道路隔离护栏产品质量的优劣对于一个企业的重要性,为此我们严格按照标准组织生产,从原材料进厂开始,对生产环节中各工序进行了质量跟踪把关,保证出厂的每件 安徽安庆复合管防撞栏杆、桥梁防撞栏杆、景观灯光护栏、道路隔离护栏产品合格,通过管理评审、内部质量审核,过程控制以及采取纠正与措施的自我完善机制,促进企业质量管理体系不断完善,使企业质量保证能力不断加强, 安徽安庆复合管防撞栏杆、桥梁防撞栏杆、景观灯光护栏、道路隔离护栏产品质量水平逐步提高,一年一个新台阶。



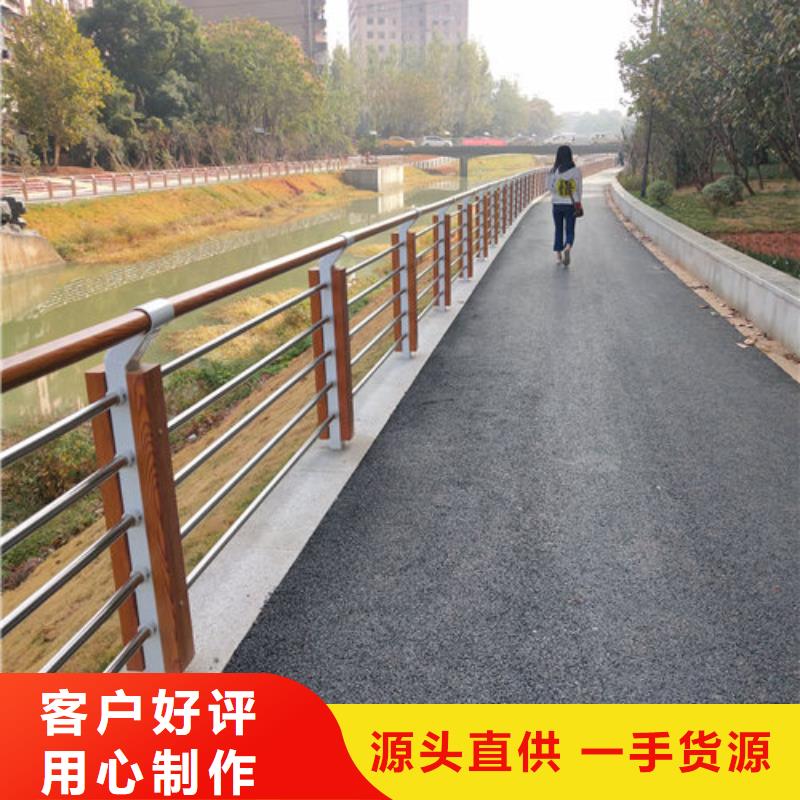
河道桥梁护栏是结合普通护栏的实用功能和LED灯的照明功能为一体的成功产品,解决了灯具的隐藏问题,安装方便,在河提和山坡对游人起到了保障警戒和引导功能。
护栏立柱和横梁上设计的LED灯光,节能环保,对道路照明起到了很好的辅助作用!
河道桥梁护栏形式的选择,首先应根据公路等级,综合考虑其保障性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。
其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。



烤漆工艺和一般的油漆涂刷工艺是有着显著的不同的,烤漆工艺比起涂刷油漆多了一道高温固化的过程。通过在高温状态下对其进行固化,可以让道路桥梁护栏表现的油漆保护层更加坚固,从而满足保护性能要求。现在的烤漆工艺也是相当成熟的了,金属烤漆桥梁护栏在性能方面也会有着比较好的表现,其中以下性质还是金属烤漆桥梁护栏的专有性质。
1、不粘性:普通的油漆表面在刚刚涂刷的时候是有一些粘性的,一些灰尘会乘机附着在其表面。但是烤漆工艺凭借瞬时高温固化作用可以让表面的油漆层快速凝固,失去粘性,因此具有不粘性。
2、耐热性:烤漆工艺是在高温状态下进行的,这也使得金属烤漆桥梁护栏可以在高温环境当中保持良好的性能。金属烤漆桥梁护栏可以在短时间内承受住1000摄氏度高温,在长时间内承受重住200摄氏度高温。
3、滑动性:金属烤漆桥梁护栏的表面十分光滑,具有良好的滑动性,因此具有十分亮丽的光泽以及触摸质感。
4、抗湿性:烤漆护栏的表面是不粘水的,一些油污也是很难附着在其表面的,我们在平时的清洁过程当中,可以很方便的对其进行清洁保养。
5、抗磨性:金属烤漆的表面还是十分坚硬的,在加上其有良好的表面光滑度,所以在使用的时候还是十分具有高强度抗磨性的。
以上就是烤漆的一些性能优点了,现在我们的道路边上有许多的道路桥梁护栏是采用的烤漆护栏,在性能上是具有相当明显的优势的,非常受到人们的喜爱。



桥梁护栏的安装方式
桥梁护栏的安装方式有三种:直埋式竖向柱式、翼缘板连接、浇注桥护栏和桥面板通过受力钢筋。在桥梁护栏施工过程中,应注意各种设施的信息。
特别是在路基中埋设的各种管道的准确位置,在施工过程中不允许对地下设施造成损坏。在地下通信管道深度不足的情况下,应调整排水管或涵洞顶部的位置,调整柱的位置,改变柱的固定方式。
当列太深时,不允许将列拉出并修正。它需要把所有的部分都拉出来,重新压紧地基,然后进入或调整柱子的位置。桥护栏应该安装法兰。应注意法兰的位置和柱顶标高的控制。
桥梁防撞护栏的防撞性能规定如下:
1.桥梁护栏需有效地阻挡车辆并需要对车辆起到向导作用,禁止车辆以任何形式的穿越、翻越、骑跨桥梁护栏
2.桥梁护栏需有良好的导向性能,车辆碰撞后的驶出角度应小于碰撞角度的百分之六十.
3.进行防撞性能测试时需注意能保证车内乘员的生命不受到严重伤害
4.桥梁护栏较大动态变形量应小于或等于50厘米;半刚性三波梁桥梁护栏较大动态变形量小于或等于75厘米;半刚性双波梁桥梁护栏较大动态变形量小于或等于100厘米 ;柔性桥梁护栏可根据其安装位置参照半刚性桥梁护栏较大动态变形量的指标
5.碰撞后试验车辆应保持正常行驶,不发生偏移、掉头等现象。在碰撞过程中,脱离组件、碰撞碎片、或其他道路桥梁栏杆上的碰撞物不能侵人驾驶室内及阻挡驾驶员的视线



桥梁防撞护栏的焊接要点
高频脉冲氩弧焊机用于焊接。气体保护措施与纯不锈钢焊接相同。钨极焊条焊针采用ф1.6毫米,焊丝采用ф0.8 ~ф1.2毫米,牌号为HOCr2NN(即304焊丝)。点焊时焊接电流可略大于40 ~ 50a,连续焊接时可大于20 ~ 40a。焊接速度一般为15 ~ 25厘米/分钟。
2.打磨对接焊缝两端的斜面。
3.使用低电压和低电流(20A~30A)并调节氩气至约0.5兆帕,填充并焊接复合管的接头。对于需要通过焊接的复合管,采用两次焊接方法,先焊接内碳钢管,再焊接表面不锈钢层(两次焊接均采用氩弧焊)。在焊接过程中,如果发现穿孔和咬边等缺陷,则表明电流大且可调。如果管道没有完全焊接,电流很小,可以适当增加。其他焊接方法如“↓”型或“↓”型类似于纯不锈钢焊接,主要是坡口匹配要合适,不能太大,间隙一般在1毫米以内。
4.桥梁防撞护栏焊接后,先用砂轮打磨,再用80 ~ 320目砂轮打磨。如有必要,用布轮和蜡抛光。由于复合管表面的不锈钢壁厚约为0.3 ~ 0.6毫米,应注意不要过度研磨,否则不锈钢表面容易磨损,露出钢管,需要维修,增加工作量。在施工前,可以切割一小段试焊。熟悉它的工人,在焊接纯不锈钢薄壁管方面有更多的经验,一般能在半天内掌握焊接要领。
