





钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。
带锯床每天锯切前的保养操作:查看带锯条,保证被正确的涨紧动轮上;查看钢丝刷与带锯条接触是否恰当;金属带锯床保养:带锯条设备、锯架铰接轴、主被迫轴承加满黄油光滑。金属带锯床保养:更换光滑油。钢刷传动座注油嘴用油枪注入光滑脂3六个月的保养新金属带锯床在开始运用6个月,为使锯床坚持杰出运转状况,请更换。
金属带锯床客户购买了企业的设备,企业就算完结“任务”了吗?其实不然。企业还应该供给完善的售后效劳,对客户购买的设备从装置,运用,运用中遇到的问题,出现的毛病等等一系列问题都得全权担任。一直坚持客户至上,用心效劳的作业理念,对每位客户仔细,担任。下面为您解说金属带锯床正确操作流程。购买金属带锯床产品的朋友们应严格按照以下流程操作:
1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。
 <铁岭>建贸机械设备有限公司
欢迎访问##铁岭金属带锯床##厂家
<铁岭>建贸机械设备有限公司
欢迎访问##铁岭金属带锯床##厂家
替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。
配件类型挑选不匹配。配件代用或错用的现象较遍及。应尽量运用原装类型的配件,不可用其它类型配件代用,更不能错用。不注重螺栓的选用,螺栓运用紊乱的现象较突出。在修补带锯床时,乱用螺栓的现象还比较突出,因螺栓功能、质量不符合技能要求,导致修补后机械毛病频出。螺栓拧紧办法不妥的状况较严重。 不留意检测零部件合作间隙的现象为数不少。不成对、成套替换偶件或组件的状况也不罕见。带锯床液压体系中有些组件,在修补时,应留意成对安装,不要弄串 。在实践修补作业中,有人为了削减开支、有人不了解技能要求,不成对或成套替换上述零部件的状况还不罕见,降低了修补质量,缩短了带锯床机件寿数,增加了毛病发作的可能性,应引起满足的注重。
钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。
jmc 锯切精度低,但锯的稳定性取决于锯条的张力、锯条的长度、进给方向和导向装置。带锯机是带锯机的导向装置,它的作用是缩短锯条工作边的自由长度,提高锯条的刚性,减小锯条横向振动的幅度,使锯条保持平直。
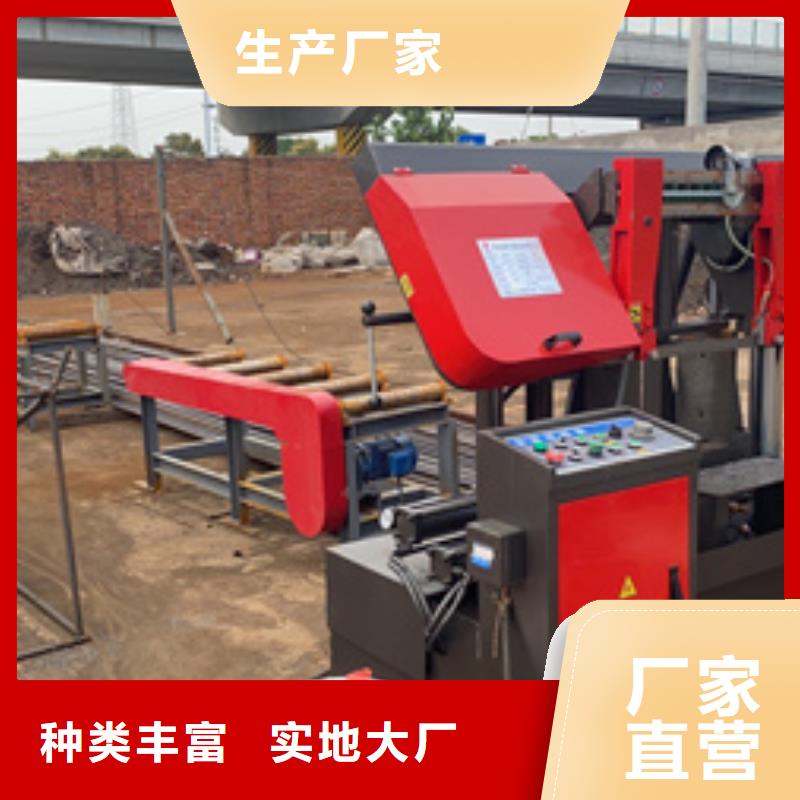
钢筋锯床是根据客户需求设计专业锯钢筋经济型锯床,适用于高铁隧道等工地的钢筋齐头锯断;工作夹紧采用液压夹紧,操作方便;锯切稳定,精度高;双立柱结构,操作平稳;导向块结构合理,延长锯条的使用寿命。
切削范围(mm) 400*400
锯带规格(mm) 4180*34*1.1
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 4.0
液压电机功率(kw) 1.5
冷却泵功率(kw) 0.04
外形尺寸(mm) 2200*1100*1500

1.开控制柜内的电源总开关,扳到“ON”位置。
2.打开总停开关,启动油泵。
3.打开锯轮盖板,启动走锯按钮,观察锯轮方向,调整三相电源使锯轮逆时针方向运转。
4.启动面板的快速退刀,使锯弓升起。
5.打开锯轮盖板,安装锯条,(注意锯齿方向应该向右)。
6.张紧锯条,张紧力以30-40N/m为宜。
7.启动走锯按钮,试运行锯条,检查锯条位置是否合适。
8.放置材料,调整好材料位置。
9.夹紧工件。
10.点单次按健,锯切开始工作。
12.调节各冷却阀门,使之各出水口水量适当。
