





2.2伸缩装置的运输、存储:伸缩装置一般情况下都是预先在生产工厂力组装好,然后包装后专门运送到工地。出厂前,生产厂家应按相关图纸的要求对其尺寸等进行严格控制,并用夹具来固定,同时,还要分别标出伸缩装置的质量、吊点位置等。若伸缩装置的长度问题或运输条件的限制等原因,而不能进行组装运输时,可以分段组装后在进行运输,一旦伸缩装置被运到工地进行存放时,不可露天存放。 3、伸缩装置的安装:一般情况下采用半幅施工法对伸缩装置进行安装,安装时好选择在10-20度的温度范围内进行固定伸缩装置的焊接,砼的浇筑。同时,之前要用足够的施工标志牌进行车流与作业区的区别。安装时,一定要保证伸缩缝和桥梁结构缝两者的中心线在一条直线上,并使其顺缝向和垂直缝向的顶面标高与设计的标高一致,然后才可以根据图纸要求进行水平钢筋的横向联接。后在位移箱紧靠边梁的两侧都要焊接钢筋,同时,还可在预埋钢筋上焊接伸缩缝的锚固装置,以此达到伸缩缝不发生移动的目的。 桥梁伸缩缝胶条更换
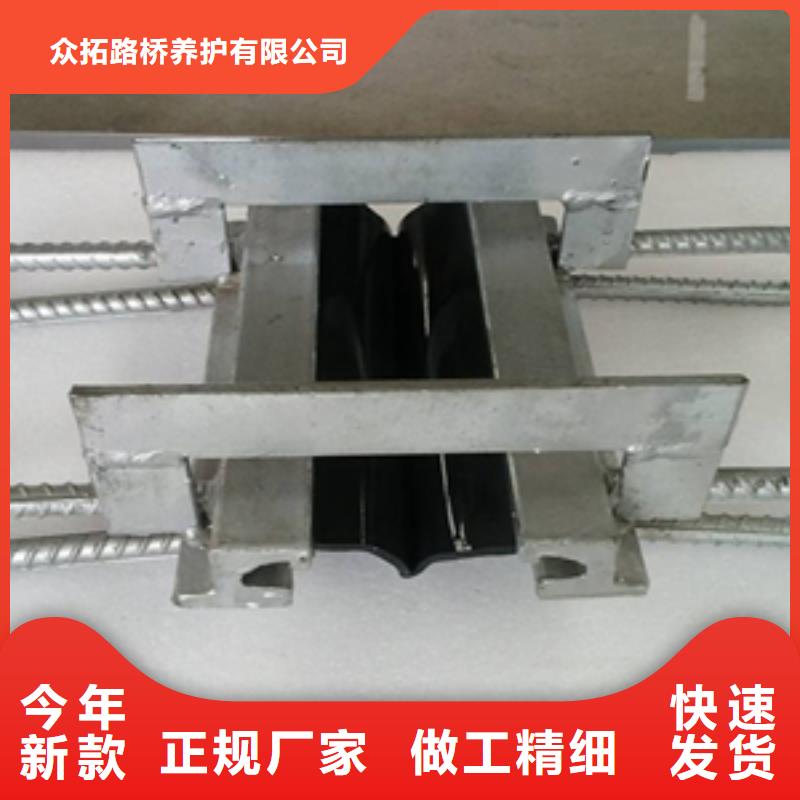
一、伸缩缝破损的原因分析 桥梁交通流量的加大以及各种重型车辆的增多,使得伸缩缝所遭到的撞击以及反复荷载作用的持续增大,加之各种材料的长期使用中产生的磨损和疲劳,导致砼面板的结合强度降低,进一步造成伸缩装置的损坏。当伸缩缝的接头采用对接的方式时,由于长时间的磨损,导致环氧树脂砂浆的剥落、填缝材料的硬化,这都是造成伸缩缝破损的具体原因。所以,必须对缩缝中的各种垃圾进行及时地处理。部分大跨径、弯桥等桥梁由于本身桥梁的伸缩缝的结构固定方式与桥梁结合不当造成的破坏。操作人员安装的不到位,由于伸缩装置安装中与桥面板胸墙的垂直错位,从而进一步增大了形势车辆的车轮对伸缩缝的冲击力。 二、桥梁伸缩缝种类 1、钢板式伸缩缝:该伸缩缝能够直接对车轮荷载进行承受,其构造比较的复杂,种类也比较多,因此主要在伸缩量为50毫米左右的公路以及桥梁中使用。由于其伸缩量比较大,伸缩缝行驶性也比较的好,因此使用比较广泛,特别是在一些大中型的桥梁中。 桥梁伸缩缝胶条更换
2 施工工艺流程 2.1 划线、切割及混凝土破除 在交通管制进行完毕后在作业区内依据实际桥台(墩)中心处伸缩缝中线然后按设计要求从伸缩缝中心线向两侧弹出施工所需宽度(宽度根据不同型号伸缩缝预留)要注意桥台侧宽度有变化;弹线要顺直宽度一致。然后使用混凝土切缝机按所画边线对水泥混凝土铺装层进行切缝;要保证切缝位置、尺寸准确、垂直、顺直、无缺损。如采取不中断交通封闭部分车道进行施工的作业方式则需先将伸缩缝用氧割切断。 使用空压机对伸缩缝处水泥砼铺装层破除进行剔除干净并对槽口表面混凝土进行凿毛使用空压机管吹净粉渣;然后将梁体缝间所夹的其它杂物进行清理保证梁体间空隙。注意对缝外铺装层要采取保护措施严禁剔除及破坏保证边角整齐与顺直。 桥梁伸缩缝胶条更换
安装后要保证伸缩装置在横缝方向和纵缝方向都垂直。伸缩装置安装标高根据缝两侧5m范围内的实测路面标高确定。 2.4 伸缩缝与锚固钢筋焊接 焊接时间要根据设定的伸缩间隙宽度在中与设计要求温度合适的时段内进行。沿伸缩装置的一端依次将伸缩装置两侧的配套锚环与锚筋每隔2~3个锚固筋先点焊点焊完成后检验一下伸缩装置的平整度、顺直度、高程等项目合格后再进行焊接。伸缩缝固定后对其标高再复测一遍确定在临时固定过程中未出现任何变形、偏差后把异性钢梁上的锚固钢筋与预埋钢筋在两侧同时焊牢好一次焊牢。如有困难可先将一侧焊牢待达到预定的安装气温时再将另一侧全部焊牢。在焊接的同时随时用3米直尺、塞尺检测异型钢梁的平整度。平整度控制在0~1mm之间以避免出现跳车现象。焊接人员数量配置要合理焊接时间要尽量缩短在全部焊接工序完成后要及时拆除夹具、解除缩缝与吊缝装置放松后再进行一次质量检验如不符合要求则需重新调整。焊接完成后绑扎钢筋。 桥梁伸缩缝胶条更换
