








宜春异型管是如何生产出来的? 传统的锥形管在进行生产的过程中,为了能够得到其更好的表面质量,在使用的过程中会采取很多的办法,这里有效的包括了采用其强度更高的模具、先进的锥形管机以及采用其润滑产品等。 企业在加工的过程中要是采用其强度高的模具或者是的锥形管机,这样企业往往需要投入非常大的资金来进行完成,可以使在传统的生产工艺中,其油基锥形管润滑产品在一定上可以满足企业需求。
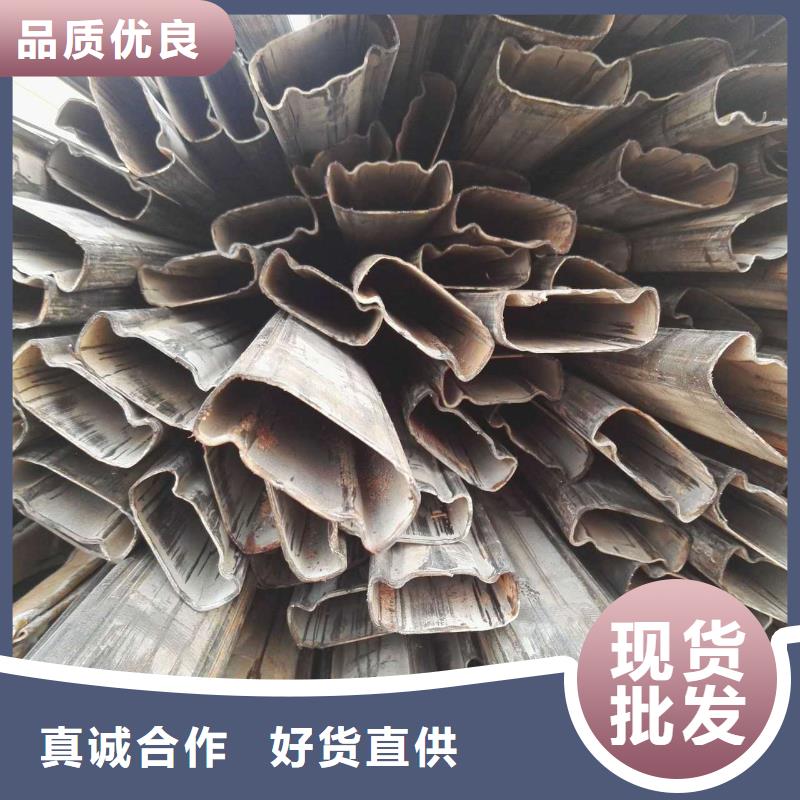
宜春异型管以及新型可靠、异型钢管的开发成功,使其具有更多其他管材不可替代的优点,工程中的应用会越来越多,使用会越来越普及,异型钢管经济获得快速增长,城镇住宅、公共建筑和旅游设施大量兴建,对热水供应和生活用水供给提出了新的要求。特别是水质问题,人们越来越重视,要求也不断提高异型钢管将逐渐退出历史舞台,塑料管、复合管及铜管成了管道系统的常用管材。但在许多情况下,异型钢管优越性,特别是壁厚仅为0.6~1.2mm的薄壁不锈钢管在优质饮用水系统、异型钢管在首位的给水系统,具有可靠、卫生环保、经济适用等特点。异形管是除开不锈钢圆管之外的别的横截面样子的不锈钢钢管的统称。按钢管横截面样子规格的不一样又可分成等壁厚异形不锈钢钢管、不等壁厚异形不锈钢钢管、变直经异形无缝钢管。
宜春异型管变形主要是焊缝收缩力大于母材强度造成的。
【1】宜春异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】宜春异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
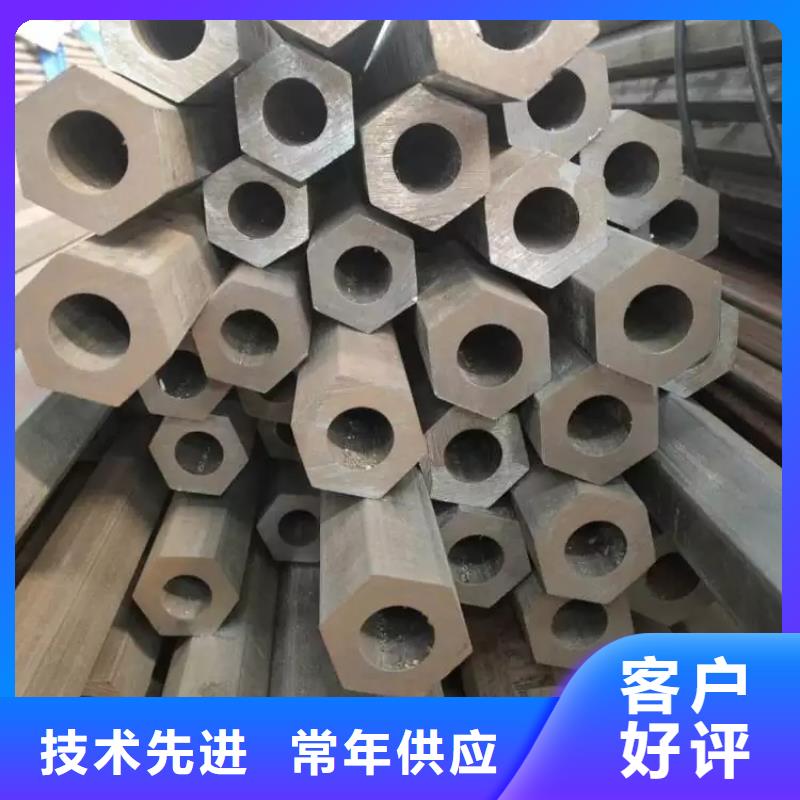
【3】宜春异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。
宜春异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
宜春异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
宜春异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
宜春异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
宜春异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
宜春异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
宜春异型管焊嘴与异型管间的距离以15-25mm为宜。
宜春异型管对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
宜春异型管采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
宜春异型管在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
宜春异型管价格有上升的改善趋势,建筑工地如期复工。是复工后受市场赶工的影响,钢铁需求会出现补偿性消费,可以实现库存快速去化。是为了对冲疫情对经济的影响, 会出台对冲政策,加大基建端的投入和房地产限制政策边际放松,这都将带动用钢需求改善。
但事实上,难以支撑实现高强度的复工。而各地出台的所谓房地产刺激政策也都是以对冲疫情为主,主要是保障房地产企业的现金流,而主要的房地产限购和对房企的融资限制并没有放松。
