





避免一些传染性疾病对产品传播和转移。生产过程中的卫生要求符合《生产过程卫生要求总则》的规定。做到产品不落地、不接触污染源,原材料或半成品不混入杂物、粉尘。生产工艺流程如下配方原材料检测塑炼、配料混炼挤出成型硫化检验贮存交付每一球墨铸铁管密封圈或每一不宜在密封圈上打标记的袋装密封圈的包装袋,均应以不损害密封性能的方式清楚且牢固地打上下列标志:WA(饮用水标志)、生产日期及橡胶种类的缩写球墨铸铁管橡胶密封制品生产制造企业在设计生产工艺时,应尽可能地提高产品的抗压缩 变形、抗压缩应力松弛、抗老化等使用寿命指标的性能,同时生产过程中的卫生指标控制也尤为重要:实行卫生许可制度,涉水橡胶密封制品企业必须取得许可批准文件后方可生产和销售。企业应建立健全生产人员的卫生培训和各项卫生管理制度。从事涉水橡胶制品的直接生产人员应经过卫生知识培训,并定期进行检查。
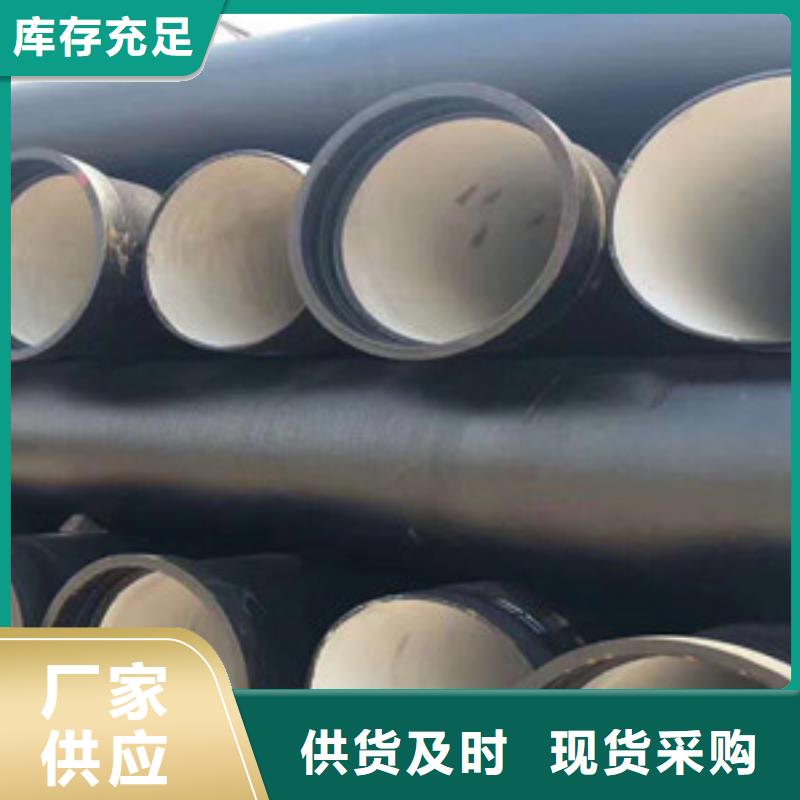
球墨铸铁管安装时要做好以下工作台:清理管口:将承口内的所有杂物擦洗干净。清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 在插口外表面涂刷润滑剂,在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀,然后把小的那头插口部分直接对到另一支球墨管的承口大头里。如此,承口接头的球墨铸铁管就是这样对接上了。这里提醒大家一定要注意对接时要把管道安装平,管子跟管子之间要成一条直线。球墨管就是一头是大头的一头是直管的球墨管,每根管跟管连接的时候都须要用到胶圈,胶圈要正确的放在承口的小槽里,不能反着装,也不可以把圆型扭曲了,可以先把胶圈用水泡一小下,但这里要注意不可以使用别的润滑液什么的,只能是清水中泡下就可以,因为如果用了润滑液之类的东西很容易使像胶圈跑出来。

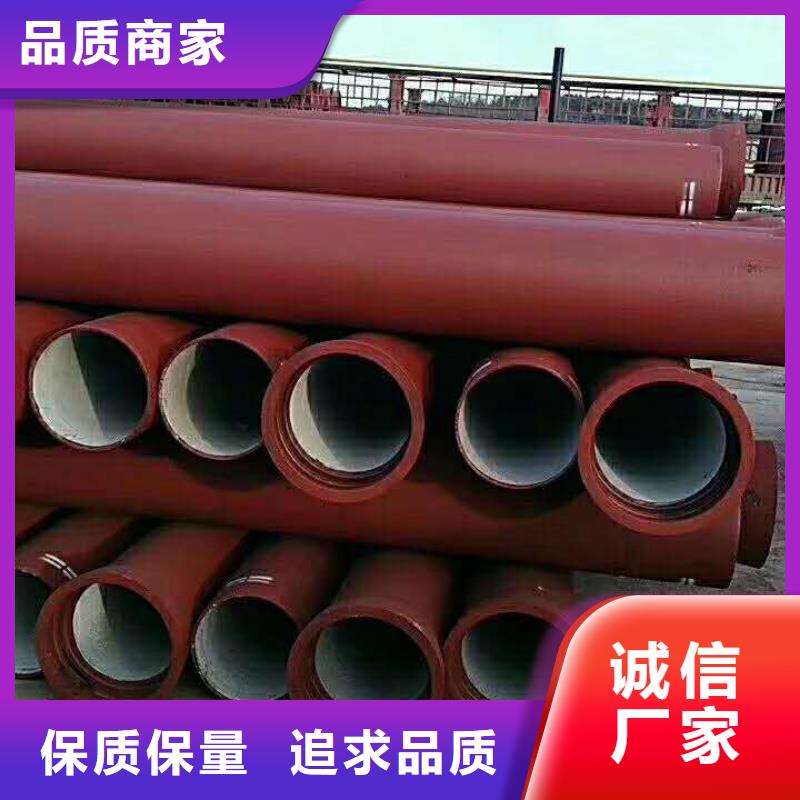
球墨铸铁管其切割基体的作用较在灰铸铁中大为减轻。通过控制基体组织,可以在很大的范围内调整球墨铸铁的力学性能,以适应多种不同工况条件的要求。球墨铸铁管常规的球墨铸铁目前已有10多种牌号,抗拉强度可以在350~900 MPa之间改变, 伸长率则可相应地在22%~2%之间改变。 球墨铸铁管卡套式连接(铝塑复合管)用锁紧螺母和开口压紧环将管材压紧于管件上的连接方式。特点:卡套式管件密封面短,安装方便简单,无需专用工具,可以拆卸,一般使用于2632以下规格的自来水和燃气系统。优点:连接牢靠、耐压能力高、耐温性,密封性和反复性好、安装检修方便、工作可靠等。以上就是为常见的一些管道连接方式,具体用哪种方法连接主要视工况而定球墨铸铁管件时,球化率、石墨球数量和石墨球平均尺寸等是基本的质量要求。在石墨球化正常的条件下,除等温淬火球墨铸铁和高镍奥氏体球墨铸铁外。

空弯也是另外一种加工的方法,而且相比较起来挑选的空弯份额也相对更大一些,空弯的使得弯折线所发生压缩的情况,压缩效应使得弯折线改变,终究起到的堆积变厚的效果,对于现实日子中所运用的有非常大的协助,空弯也能够在不能够进行的实弯的情况下使得材料来进行曲折的加工,而且也不太容易出现崩裂的情况,是属于当代的球墨铸铁管加工职业里相比较为抢先的技能,几乎在如今的球墨铸铁管加工范畴也被广泛的运用起来了。球墨铸铁管的根本制作方法,实弯,望文生义当然是实实在在的曲折,将之前的金属材料进行根本的曲折,实弯时内外辊与管坯内外壁双向压实,实弯具有的长处有许多,特别是在哎初期成型的时分特别的准确,只需咱们所依靠的数据以及曲折度足够多,能够构成很准确的球墨铸铁管曲折视点,协助加工很快速的进行。

