





别再等待了,仅仅一分钟,就能通过我们的管声测管厂家精益求精产品视频探索到无数令人心动的细节和亮点。
以下是:管声测管厂家精益求精的图文介绍



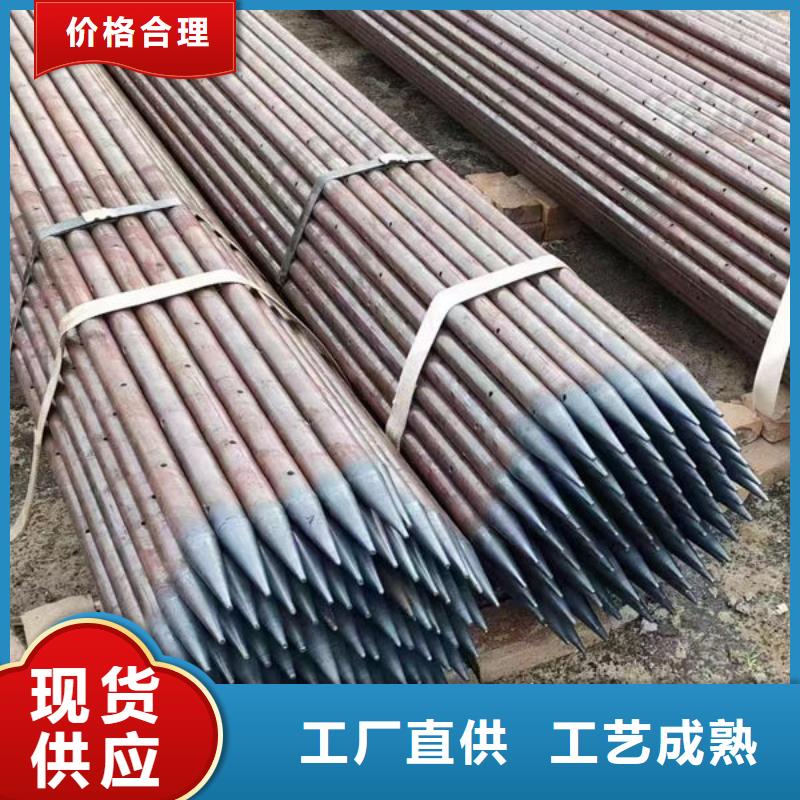
华尔网声测管的按照 a)钢管的套接;b)波纹管的套接 1-钢筋;2-声测管;3-套接管;4-箍筋;5-密封胶布 埋置布置 布置声测管的埋置数量及其在桩的横截面卜的布局应考虑检测的控制面积。 一般桩径不大于0.8m时,沿直径布置两根;桩径大于0.8m且不大于1.6m时,布置3根,呈等边三角形;桩径大于1.6m时,布置4根,呈正方形。声测管材质的选择,以透声率较大、便于安装及费用较低为原则。 声脉冲从发射换能器发出,通过耦合水到达水和声测管管壁的界面,再通过管壁到达声测管管壁与混凝土的界面,穿过混凝土后又需穿过另一声测管的两个界面而到达接收换能器。



在较深的桥梁码头高层建筑钻孔灌注桩施工中,对于灌柱桩基检测要求采用声波透射法检测桩基质量,按照设计要求应该预埋检测管(声测管)。桩径0.8m以下的需埋设两根检测管,两根检测管必须固定在钢筋笼内同一直线上。桩径0.8m-2.0m的需埋设三根检测管,三根检测管必须呈等腰三角形固定在钢筋笼内。2.0m以上的需埋设四根检测管,四根检测管必须呈正方形固定在钢筋笼内。常规要求采用外径50-60mm的钢管,壁厚3.5mm左右,施工中采取现场焊接法。这种方法在施工中所需成本高,操作复杂,给现场施工带来极大不便,施工成本只占普通焊管成本1/3左右。大大提高了工作效率,降低了施工成本。华尔网声测管


宝益德钢管有限公司主要产品: 福建厦门声测管,供货及时、服务到位的优势,是广大用户的长期合作伙伴。
追求卓精
卓精不是一个标准,而是一种境界
矢志创新
敢于创新,创造可持续的价值。
绿色责任
善用其效,尽享其能
分享成果
乐人之乐,人亦乐其乐




华尔网焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
