







1. 选择合适的堆焊材料:如优质的低氢堆焊材料和低氢的堆焊方法。对重要的堆焊结构,应采用超低氢、高韧性的堆焊材料,耐磨钢板、焊剂使用前应按规定烘干。
2. 焊前仔细堆焊耐磨板表面上的水、油、锈等污物,减少氢的来源,以降低焊缝中扩散氢的含量。
3. 采用低匹配的焊缝或“软层堆焊”的方法,对防止冷裂纹也是有效的。
4. 避免强力组装、防止错边、角变形等引起的附加应力,对称布置焊缝,避免焊缝密集,尽量采用对称的坡口形式并力求填充金属减少量,防止焊缝缺陷的产生



随着近几年电炉产能和产量的不断增加,整体粗钢产量也在逐步上升,这无疑也对成品材的整体供应加大了力度。虽然说环保方面对产量有一定影响,但整体的环保工艺装备水平均有明显,产能利用率有一定水平的提高。
随着利润收缩,钢厂废钢比同比有所下降,释放出的废钢用于电炉的产能利用率。2018年高炉有效炼铁能力10.5亿吨,电炉炼钢能力1.3亿吨,预估2019年高炉有效炼铁能力10.58亿吨,电炉炼钢能力1.45亿吨,预估2019年生铁同比增1900万吨左右,粗钢同比增长3000万吨左右。



涌华金属科技有限公司生产销售 崇左宁明耐磨钢板,还有更多 崇左宁明耐磨钢板相关的产品参数、实时报价、市场行情等信息请阅读以下文章了解更多资料。



1 堆焊耐磨板种原淬硬倾向主要取决于化学成分、板厚、焊接工艺和冷却条件等。钢的淬硬倾向越大,越易产生冷裂纹。
2. 氢的作用,氢是引起超高强堆焊耐磨板堆焊冷裂纹的重要因素之一,并且有延迟的特征。高强堆焊耐磨板堆焊的含氢量越高,则裂纹的敏感性越强。
3. 堆焊的应力状态:在堆焊耐磨板时产生延迟裂纹的倾向不仅取决于它的淬硬倾向和氢的作用,还决定于堆焊的应力状态。堆焊堆焊耐磨板时主要存在的应力有:不均匀加热及冷却过程中所产生的热应力、金属相变时产生的组织应力、结构自身拘束条件等。



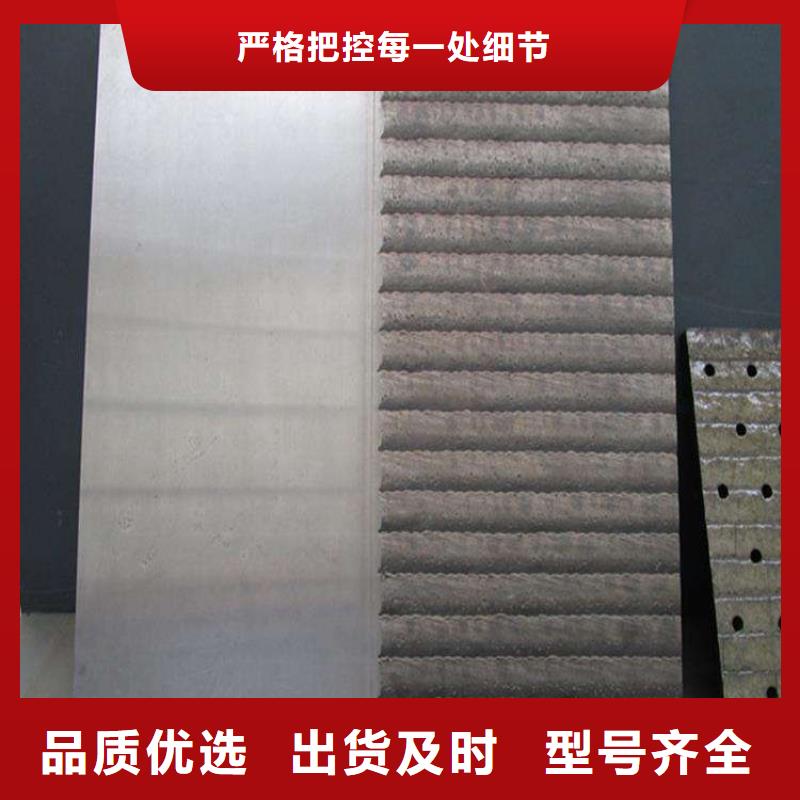
高抗磨损性能:全自动的数控堆板设备,不依赖人工的焊接技术,生产出完全合格的高质量产品,特殊的全自动焊接技术使耐磨层的铬含量控制在28%以上,硬度在58-62之间,充分保证我们的耐磨层有持续良好、均衡的耐磨性。经冶金、水泥等行业的磨损试验,证实耐磨复合钢板耐磨层的耐磨性相当于同等厚度的16Mn板的30倍以上
A、可在>5mm厚度的基板堆焊4、6、8、10mm等厚度的耐磨层,耐磨层 厚度可达30mm.
B、可提供3400*1400mm,3500*1400mm,3500*2100mm的标准版.

