





不要犹豫,点击播放我们的【斜铁】-气缸实力才是硬道理产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:【斜铁】-气缸实力才是硬道理的图文介绍

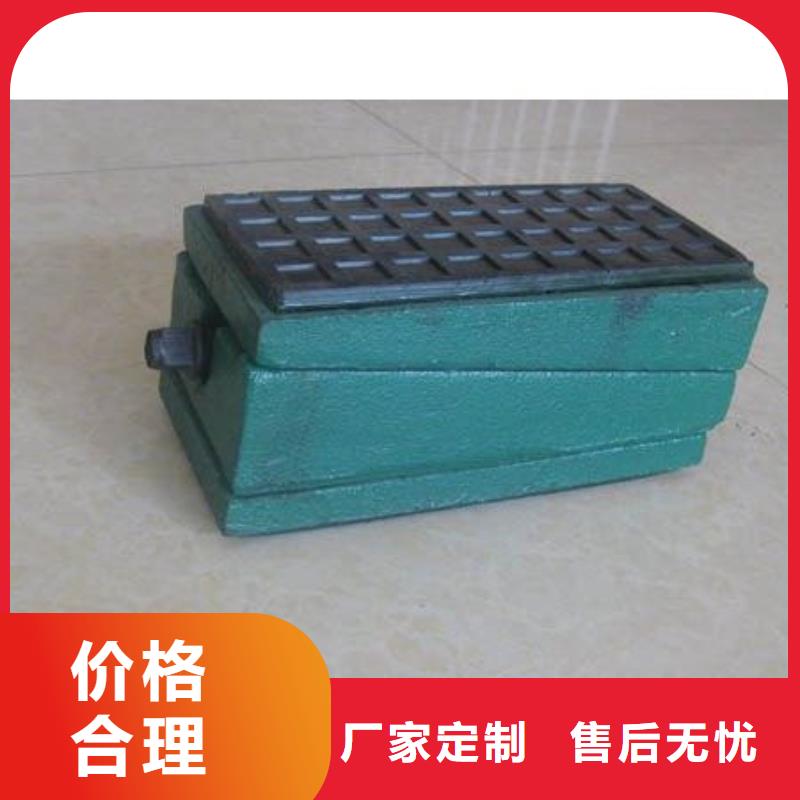
斜铁的斜度1/10、1/15 1/20,1/25 1/30还可以自己设计斜度,也可以不按斜度比例制作,斜垫铁一般成对使用,在混凝土做好的地基上先放置一块平垫铁,然后把两块斜垫铁交叉置于平垫铁之上,调整时用锤子敲击两块垫铁,借用斜垫铁的斜度使设备提高或降低达到调整水平的目的。
平斜铁是用来调整机床导轨面的间隙和保持导轨面得接触的,他的技术要求很高,平直性每公尺不超过0.005公厘。经过多次试验,我公司采用新工艺生产斜铁、斜垫铁、平斜铁、垫铁等产品,锻造-粗刨-调质-半精刨-时效-精刨-平磨-刮研。过去是调质后校直,现在改为淬火后趁热校直,因为这时工件还没有冷透,马氏体的转变还没有完成,塑性好,校直后再高温回火,以校直应力。斜铁、斜垫铁安装规钢板加工斜垫铁,选用Q235钢板,用气割技术下成所需垫铁的外形尺寸,然后以铣床,锯床或刨床等机床设备加工而成斜垫铁。
斜垫铁调整完后怎样焊在一起:水平调整好后,然后把斜垫铁与设备底座进行点焊,使垫铁稳固牢靠。后用混凝土浇灌,让设备在运转过程中处于良好的水平状态,减少机器磨损,减少换设备部件的费用。钢制斜铁,钢制斜铁是由Q235碳素结构钢板用锯床加工而成,具有产品精度高,外表美观,平面平行度高,等特点,所以现在市面上出售的斜垫铁95%都是由Q235钢板锯床加工而成。
平斜铁是用来调整机床导轨面的间隙和保持导轨面得接触的,他的技术要求很高,平直性每公尺不超过0.005公厘。经过多次试验,我公司采用新工艺生产斜铁、斜垫铁、平斜铁、垫铁等产品,锻造-粗刨-调质-半精刨-时效-精刨-平磨-刮研。过去是调质后校直,现在改为淬火后趁热校直,因为这时工件还没有冷透,马氏体的转变还没有完成,塑性好,校直后再高温回火,以校直应力。斜铁、斜垫铁安装规钢板加工斜垫铁,选用Q235钢板,用气割技术下成所需垫铁的外形尺寸,然后以铣床,锯床或刨床等机床设备加工而成斜垫铁。
斜垫铁调整完后怎样焊在一起:水平调整好后,然后把斜垫铁与设备底座进行点焊,使垫铁稳固牢靠。后用混凝土浇灌,让设备在运转过程中处于良好的水平状态,减少机器磨损,减少换设备部件的费用。钢制斜铁,钢制斜铁是由Q235碳素结构钢板用锯床加工而成,具有产品精度高,外表美观,平面平行度高,等特点,所以现在市面上出售的斜垫铁95%都是由Q235钢板锯床加工而成。


调整垫铁减振橡胶有效的衰减机器自身的振动,减少振动力外传,阻止振动力的传入,保证加工尺寸精度及质量。控制建筑结构谐振传播振动力和噪音。使粗、精加工各类机床组成生产单元,适应物流技术的发展。机床安装不需设置地脚螺栓与地面固定,良好的减振和相当的垂直挠度,使机床稳定于地面。节省安装费用,缩短安装周期。可根据生产随时调换机床位置,二次安装费用,使机床楼上安装成为可能。防震垫铁可以调节机床水平,调节范围大、方便、快捷。防震胶垫采用 合成橡胶,耐油脂和冷却剂。 斜铁规格:
定制规格:按设备重量设计图纸,定做加工。
常用规格:100*50;120*60;120*80;150*80;160*80;200*100;200*120;200*150;240*120;300*150;等。
斜铁精度:斜垫铁精度一般为:12.5,为一般粗糙精度斜垫铁 6.3为中级精度斜垫铁 3.2为精度斜垫铁 0.8为精密斜垫铁(磨床磨削平面而成)。
斜垫铁在使用中按设备的精密度选择垫铁的精度,并非精度高的斜垫铁就适合所有设备,应该按实际需要合理选择斜垫铁,以达到使用斜垫铁的初节约成本的目的。
定制规格:按设备重量设计图纸,定做加工。
常用规格:100*50;120*60;120*80;150*80;160*80;200*100;200*120;200*150;240*120;300*150;等。
斜铁精度:斜垫铁精度一般为:12.5,为一般粗糙精度斜垫铁 6.3为中级精度斜垫铁 3.2为精度斜垫铁 0.8为精密斜垫铁(磨床磨削平面而成)。
斜垫铁在使用中按设备的精密度选择垫铁的精度,并非精度高的斜垫铁就适合所有设备,应该按实际需要合理选择斜垫铁,以达到使用斜垫铁的初节约成本的目的。



伟业除尘设备有限公司拥有自己的 温州泰顺除尘布袋设计团队、专业的技术调试团队、24小时的售后服务团队以及精湛技术的工厂。 公司始终坚持以“严谨”为宗旨,以为客户提供智能的性能与可靠性的 温州泰顺除尘布袋,增强企业竞争优势;满足客户目前及未来的需求为目标;以技术先进、可靠、快速等解决方案,让客户满意是我们永远不懈的追求。



机械设备采用无垫铁安装施工时应符合下列要求:1应根据机械设备的质量和底座的结构确定临时. 3采用无收缩混凝土灌注、应随即捣实灌浆层;待灌浆层达到设计强度的75%以上时,方可松掉调整螺钉或取出临时支撑件,并应复测机械设备的安装水平,垫铁组,应使用成对斜垫铁,且在调平后灌浆前,用定位焊焊牢;承受重负荷或有较强连续振动的设备,宜使用平垫铁。2.4 垫铁组的使用,应符合下列要求:1 每一垫铁组的块数不宜超过5块,且不宜采用薄垫铁;2 放置平垫铁时,厚的宜放在下面,薄的宜放在中间;3 垫铁的厚度不宜小于2mm;4 机械设备调整完成后,应将各垫铁相互用定位焊焊牢,铸铁垫铁可不焊将临时支撑件的空隙用砂浆填实;灌浆用的无收缩混凝土的配合比,应符合现行有关标准规定,当采用座浆法放置 垫铁、平垫铁、斜垫铁、斜铁 时,座浆混凝土配制的技术要求及施工方法,宜符合本规范附录的规定.调整垫铁压紧灌浆层并对设备安装进行精调整,使垫铁与设备底座及灌浆层紧密接触的施工方法。
座浆法的施工步骤是:用风镐打锅底形座浆坑一余物及用压缩空气吹扫~用水冲洗座浆坑,经充分润湿后积水一用座浆标号水泥灰浆涂于坑壁一座浆坑支模一用规定配比的座浆料经充分搅拌均匀后分层捣固至浆浮于表面,并做成馒头状的座浆墩一放置平垫铁并控制标高和水平度一拍实垫铁四周的座浆料后复查标高和水平度.
座浆法的施工步骤是:用风镐打锅底形座浆坑一余物及用压缩空气吹扫~用水冲洗座浆坑,经充分润湿后积水一用座浆标号水泥灰浆涂于坑壁一座浆坑支模一用规定配比的座浆料经充分搅拌均匀后分层捣固至浆浮于表面,并做成馒头状的座浆墩一放置平垫铁并控制标高和水平度一拍实垫铁四周的座浆料后复查标高和水平度.



