


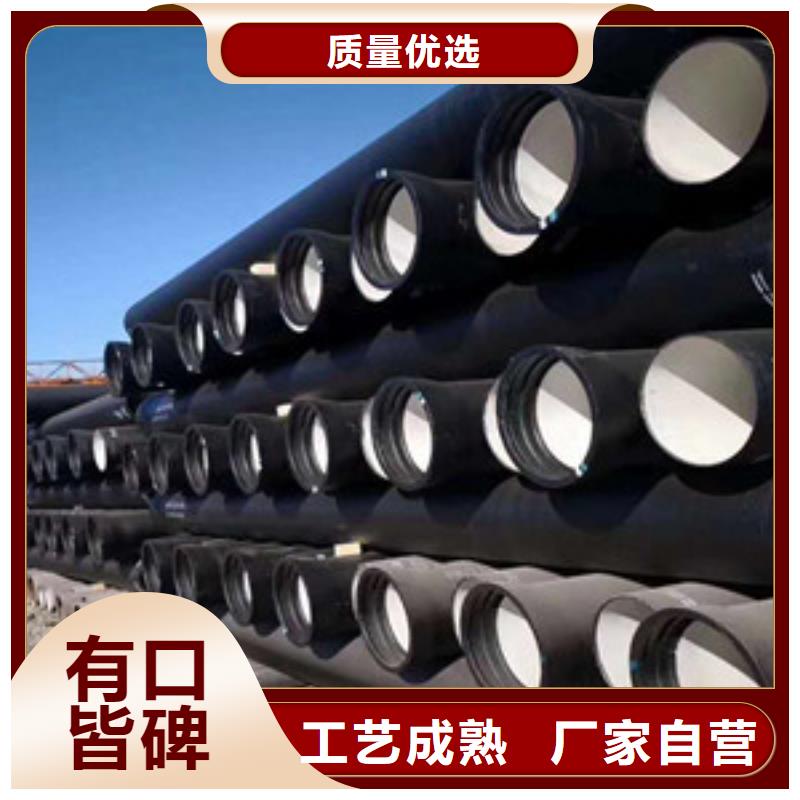



球墨铸铁管安装时要做好以下工作台:清理管口:将承口内的所有杂物擦洗干净。清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 在插口外表面涂刷润滑剂,在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀,然后把小的那头插口部分直接对到另一支球墨管的承口大头里。如此,承口接头的球墨铸铁管就是这样对接上了。这里提醒大家一定要注意对接时要把管道安装平,管子跟管子之间要成一条直线。球墨管就是一头是大头的一头是直管的球墨管,每根管跟管连接的时候都须要用到胶圈,胶圈要正确的放在承口的小槽里,不能反着装,也不可以把圆型扭曲了,可以先把胶圈用水泡一小下,但这里要注意不可以使用别的润滑液什么的,只能是清水中泡下就可以,因为如果用了润滑液之类的东西很容易使像胶圈跑出来。

球墨铸铁管质量得到了显著提高,裂纹、双皮、夹渣等缺陷大大减少,废品率大大降低,综合成品率大大提高。
外观清晰,无缺陷影响接口密封。将管接头和延展铁管配件放入槽中后,应将油、飞刺、铸砂和铸造肿瘤从管座上拆下。柔性接头铸铁管和管件插座的内部工作面和插座外工作面应修剪光滑,无凹槽和带肋缺陷;请勿使用破裂的管塞和配件。橡胶圈的质量、性能和细节尺寸应当符合延展铁管和配件的 标准,使用弯曲或机械柔性接头时,应当符合本标准第1条的规定。安装橡胶圈后,可以安装管道。安装滑动橡胶圈门时,推高应到达标记环,并重新检查相邻安装的 个至第二接口的推深。安装柔性机械接口时,插座和插座法兰体轴重合,螺栓安装方向相同,扭矩扳手用于均匀、对称地拧紧。当管道沿曲线安装时,接口的允许角度应满足要求 当管道沿直线安装时,应使用具有管道直径公差组合的管道接头进行连接,以确保接口的圆周间隙均匀。
磷共晶在后面凝固时不能得到弥补,也会添加缩孔和缩松的产生铸件本身的薄壁和厚壁也会影响缩短和缩短孔的产生。温度也是缩短的要害。假如温度过高,缩短会越大,容易导致缩短孔和缩短孔。收拾胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为"梅花形"或"8"字形装入承口槽内,球墨铸铁管中碳含量不高,球墨铸铁管的流动性也不好,会导致外表缺点,容易造成缩孔松弛。其次,铸造时需要共同。假如铸造温度高,也有利于缩短,但不能太高。这取决于制造商的操作熟练程度。一般来说,1300-1350℃是适宜的。铸造口和冷铁的设置也应根据铸件的形状进行合理规划。此外,铸造口的数量和大小也会影响铸件的缩短作用。假如金属液中磷含量较高,凝固范围会扩展,假如熔点较低,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。
球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。我们根据球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。直浇道:横浇道:内浇道=1:(4-6
一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。 
