





无需长篇大论,观看珩磨管珩磨管报价真正让利给买家视频,让你瞬间爱上我们的产品。
以下是:珩磨管珩磨管报价真正让利给买家的图文介绍
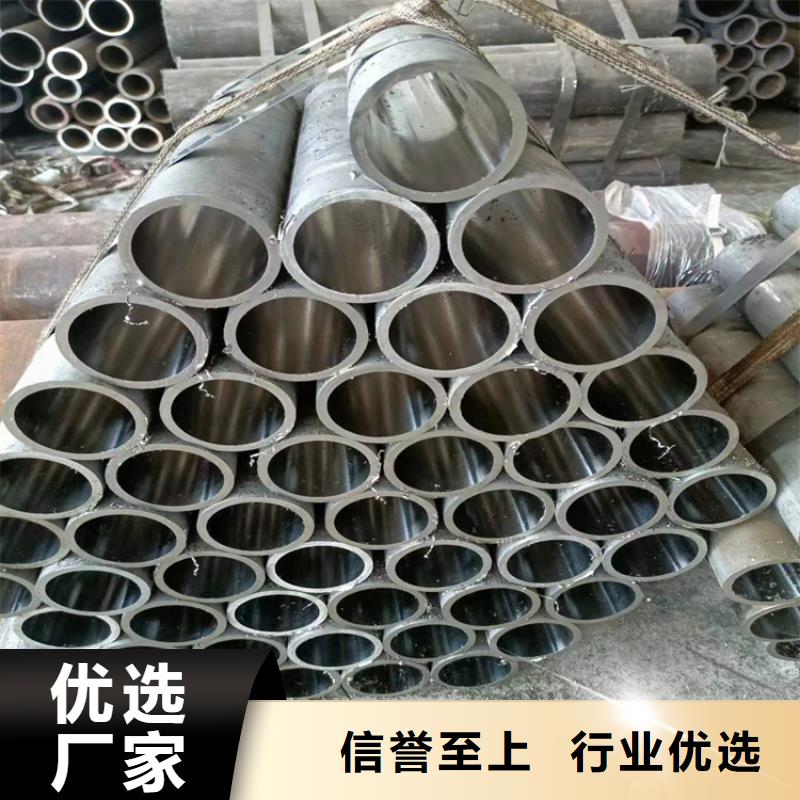
安达液压机械有限公司座落于辽河路燕山路交叉口南500米东首。公司依靠的设备、成熟的材料及独特的堆焊新工艺,主要从事 安徽阜阳空心杆的研发、生产与销售公司通过IS09001质量管理认证体系认证。我们的专业团队将根据客户的实际需求,提出合理的建议、高品质的产品和提供有效的解决方案。
选择我们的产品与服务,我们将竭诚为您服务。



华尔网企业旺旺珩磨管绗磨管油缸管但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。



华尔网企业旺旺珩磨管绗磨管油缸管为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。


华尔网珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管



