








营口止水铜片
1、止水装置前首先要查看和校对加工的缺点,止水外表要处置洁净、平直,特别是紫铜片外表的浮皮、油漆、油污 、锈蚀等要处置洁净。
营口止水铜片 2、一旦有钉孔,裂缝等要及时进行焊补,否则一旦使用破损的铜片就不能起到防漏作用了。
3、在安装的时候要准备并且保证牢固,不能出现变形,裂纹。
4、成型后的止水紫铜片,在装置时,应避免歪曲变形或其他损坏。
5、止水装置时,其中线应与缝中线重合。
6、关于止水紫铜片,鼻子有较大的变形性,为避免浇筑砼时砂浆或其它物质进入鼻子的空腔内,在鼻子内填塞可塑性填料或用胶带进行关闭,可塑性填料可用聚氨酯类泡沫塑料、沥青浸渍的泡沫塑料或其他塑料资料。在止水片埋设部位模板进行分缝,两片模板夹住止水片进行固定。
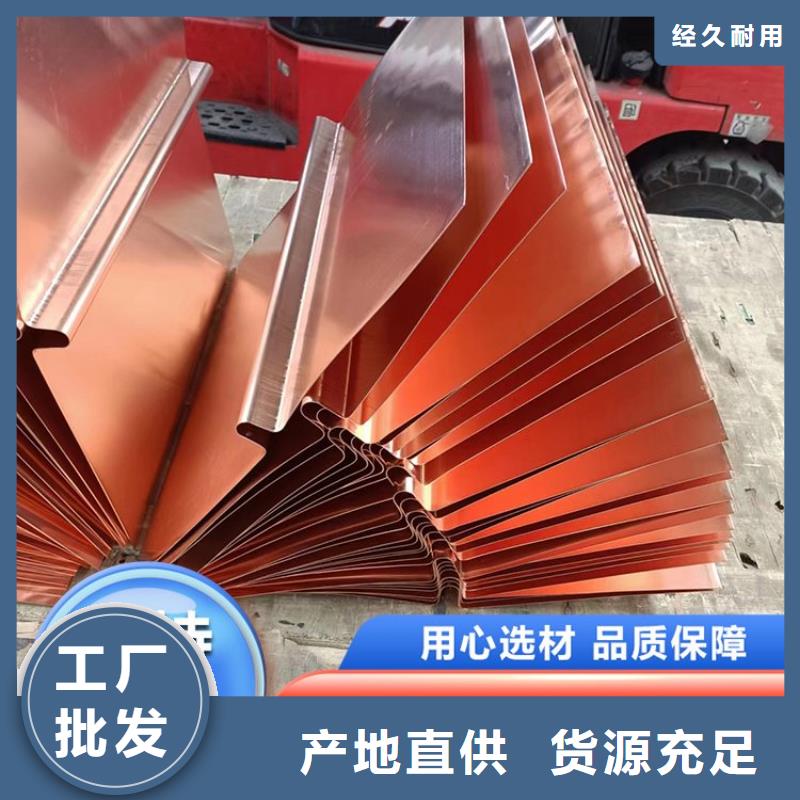
止水铜片型状可分为W型、F型、T型、D型等,根据大样图定制成型。
止水铜片规格,是含铜量、以及宽度、厚度软硬态及物理特性的一种表现形式。含铜量,用T表示,即T2于T3T2含铜量>=99.8%T3含铜量>=99.7%铜软硬态,O60表示铜硬度状态为软态,抗拉强度>=195MPa伸长率30%H01,抗拉强度>=215MPa延伸率为>=25%.
因目前水工建筑基本都是 项目,为了规范行业水工建筑材料质量, 颁布相应的执行标准,目前适用于GB2059-2017其中规定紫铜止水厚度为0.5~14mm,宽度为200-1000,抗拉强度不小于195MPa,伸长率不小于30%,并且,需提供厂家合格,保证止水铜片质量。 规定了紫铜止水厚度及宽度,而为了减少施工过程中的焊接次数,紫铜止水长度在不影响施工及物流的情况下可根据工程需要选择适合长度。
市面上除了止水铜片、不锈钢止水,营口止水铜片还有橡胶止水以及PVC止水,而我们知道,橡胶止水以及PVC止水比较容易老化变脆。而止水铜片与不锈钢止水片相比,止水铜片价格昂贵,施工中容易损坏,同时现场接头焊接工艺复杂。尽管如此,由于强度高,抗水压力、抗绕渗能力强,并且抗腐蚀能力强,在高坝中仍倾向于采用止水铜片。不锈钢止水带虽然伸长率与铜止水带相当,但由于刚性相对铜止水带较大,当发生位移是混凝土中将承受较大的应力,同时不锈钢止水带的焊接工艺比较复杂,故一般常用于需要与预埋钢构件连接的止水部位。各种止水材料性能差异很大,各有利弊。三元乙丙橡胶抗老化性能好,但强度低;天然橡胶强度较高,但抗老化特性是抗紫外线照射性能较差。铜止水带、不锈钢止水带强度很高,但延伸率与橡胶、塑料相比相差很大。另外,橡胶止水带和塑料止水带的抗疲劳破坏能力远高于铜止水。因此,采用不同材质的止水带构造多道止水时,止水结构的可靠性较高。水工项目中,在止水铜片铜鼻子内填塞柔性材料是必不可少的步骤。若铜鼻子内未填或者直接是用混凝土等填满,由于混凝土硬度非常高,铜鼻子的作用是在建筑坝体发生位移的时候,依靠填充物的弹性降低震动、位移等对整个建筑物的影响。因此,在选择铜鼻子填充物的时候,选用弹性较好的柔性材料便可,并且,由于止水铜片使用期限长,填充物也需要选用保质时间较长的才行。
止水铜片紫铜止水焊接,通常采用搭接焊的方式,营口止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。
采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。
但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。

止水铜片紫铜止水的焊接,搭接长度要求不小于20mm焊接质量要求如下:营口止水铜片
1、目测或量测检查焊缝是否平整,光洁,轴线对接误差是否满足招标文件技术条款要求及搭接长度不小于20mm。
2、接头渗透检验原止水焊工更换时,必须对接任焊工焊接质量进行渗透检验,具体检验方法如下:采用煤油滴在焊缝上,另一侧洒上粉笔灰或干石灰的方法检验,等待一分钟然后看另一面的焊缝是非有汽油渗漏,如有映湿用粉笔做记号,重新补焊。
3、力学性能试验接头拉力试验不小于母材抗拉强度的80%
紫铜止水设置安装时,一定要将其铜鼻子中心线与施工缝中心线对齐,且用模板夹紧定位,防止其移位,支撑牢固后才可进行下一步的施工。同时水平止水上下50cm范围内 不要设置水平施工缝,如果实在没有办法避免,应采取其他措施将止水带埋入或者留出即可。
紫铜止水片发生渗漏,主要是因为安装过程中的焊接工艺不当、伸缩缝处混凝土及沥青关注不密实所致,具体原因有:
1)紫铜止水加工及安装不当引起渗漏
2)伸缩缝处混凝土及沥青灌注不密实引起渗漏
3)地下承压水影响引起渗漏
4)沉降差对止水结构产生影响引起渗漏
