


以下是我们上传的圆钢,合金管库存丰富实拍视频,您可以点击观看。
以下是:圆钢,合金管库存丰富的图文介绍


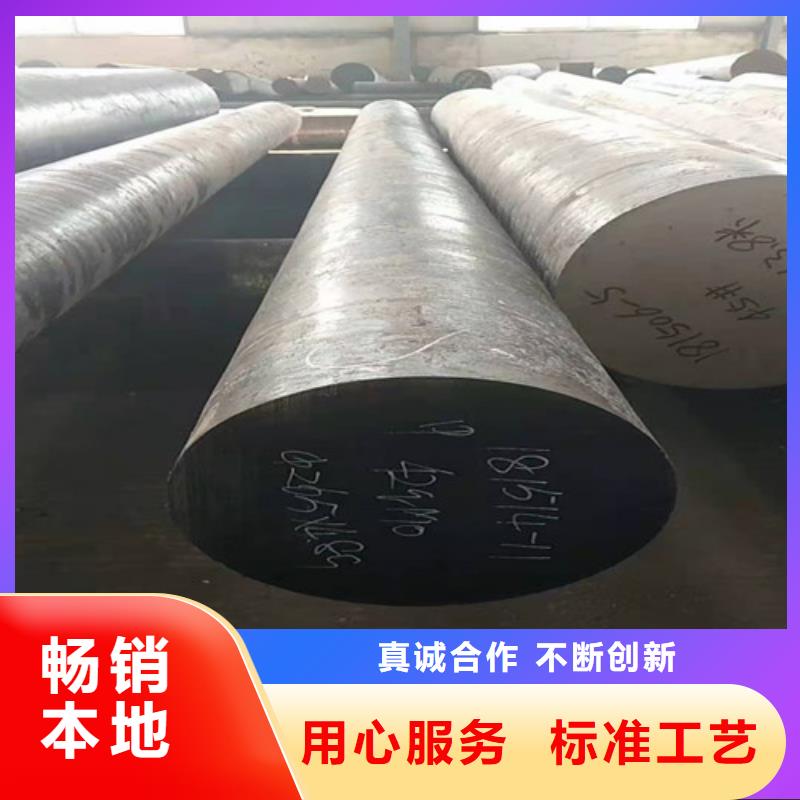
焊接式的圆钢可能会出现焊接上的缺陷、机械损伤,方管协会的报道资讯圆钢在加工过程中可能出现的缺陷是什么 首先就是圆钢在加工过程中可能出现的缺陷。圆钢在经过低温和高温精加工之后。针对具体的情况,必要的时候需要对机械进行修整,还要根据圆钢出现锈蚀或斑点的情况进行一定的酸洗、钝化步骤。完成那些表面处理之后,为了提亮圆钢的整体亮度,使之更能够满足一般的正常使用和装饰需要,可以适当的选择采用抛光技术。其次是圆钢表面存在锈迹、可能出现腐蚀的隐患。对圆钢进行热冷交替的加工能够促进不锈钢材料获得更好地强度和耐腐蚀效果。但是这类经过加工的圆钢材料在焊接的时候容易出现气孔、裂缝、夹渣等情况。



冷拉圆钢的工艺有哪些呢?
1. 冷拉应力的控制:对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查, 冷拉率超过了规范规定值,还要再进行机械能实验。
2.冷拉率测定控制要求:以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。
3.不同炉批的冷拉控制:对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。
4.冷拉速度控制:要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
1. 冷拉应力的控制:对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查, 冷拉率超过了规范规定值,还要再进行机械能实验。
2.冷拉率测定控制要求:以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。
3.不同炉批的冷拉控制:对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。
4.冷拉速度控制:要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。


圆钢热影响区晶粒与基体的相差不大;焊核区的硬度 为78HB距离焊缝中心越远硬度越低,直至达基体硬度。gcr15圆钢时效态铜铬合金接头基体组织为大小不均的等轴晶,焊核区晶粒细化,分布不均匀;热机影响区晶粒被拉长,具有一定的流向性;热影响区晶粒较基体的略有长大;焊核区的硬度 ,为113HB距离焊缝中心越远硬度越低,热影响区硬度 ,为91HB之后回升到基体硬度。固溶态铜铬合金接头焊核区的电导率 ,为73.3%IA CS距离焊缝中心越远电导率越小;时效态合金焊接接头电导率由基体到焊缝区逐渐减小,焊核区 ,为78.1%IA CS变形区长度随各种调整参数的变化而变化。如:顶杆位置增大则IIVV区减小。高压锅炉管轧辊距离减小整个变形区加长;导板距离增加,二辊斜轧穿孔机上穿孔金属横断面的变形过程是由圆一椭圆一圆的过程。工具形状固定的情况下。



鑫邦源特钢有限公司主要经营 台湾12cr1movG 高压合金管。 我们注重质量,确保公司出去的每一件产品都是保质保量的;我们也看重中价格,并且努力使客户获得优惠的价格;同时我们还注重服务,我们相信客户需要的不仅仅是产品。期待与您长期合作,也希望与您合作愉快,真诚为你服务。


