










针对螺旋钢管孔板组口质量超标的问题,应采取以下措施:(1)尽量使用内部配套装置。(2)焊管组在焊管断面分级方面做得很好。(3)紫铜锤或铜垫圈锤的部分校正。(4)当错列口变形平缓时,应进行切削处理。螺旋钢管钢材的管理:(1)在使用内部配套设备时,施工前必须对配套设备、压缩机设备和管式机进行良好的检查,使用时应根据操作规程灵活使用。(2)在对方使用前,要仔细检查对方使用的设备是否正常:在使用时,必须设置专门人员,按照标准动作指令指挥操作,以避免事故的发生。(3)在施工中,如采用垫士墩或垫麻包袋装稻壳垫高管线时,则垫层高度必须坚固牢固,以防止管道被滚动损坏;不要用冻土或石头对螺旋钢管进行缓冲。
圆钢热切加热炉用途:1.用于钢球锻造生产中,针对直径大于120mm钢球而生产。圆钢加热后热剪切成合格的短棒料,利用棒料余热锻造钢球。2.用于轴承套圈锻造的生产,圆钢加热后连续下料,热剪切成合适长度的棒料,压力机拍、平冲孔后,进入碾环工序。3.一切二次加热的工件都可以考虑圆钢热切加热炉。圆钢热切加热炉由以下四部分组成:1、自动送料部分:储料平台、翻料机构和输送机构组成2、中频钢材加热炉加热部分:由500Kw中频加热炉组成,频率1500Hz,电容器组、感应器支架、水路以及感应器组成。其中感应器用于加热直径50-60mm、65--75mm、80--90mm圆钢。3、下料冲床剪切设备:由下料冲床和下料组合模具组成4、控制部分:由测温仪、PLC控制系统、变频调速机构以及电气部分组成。
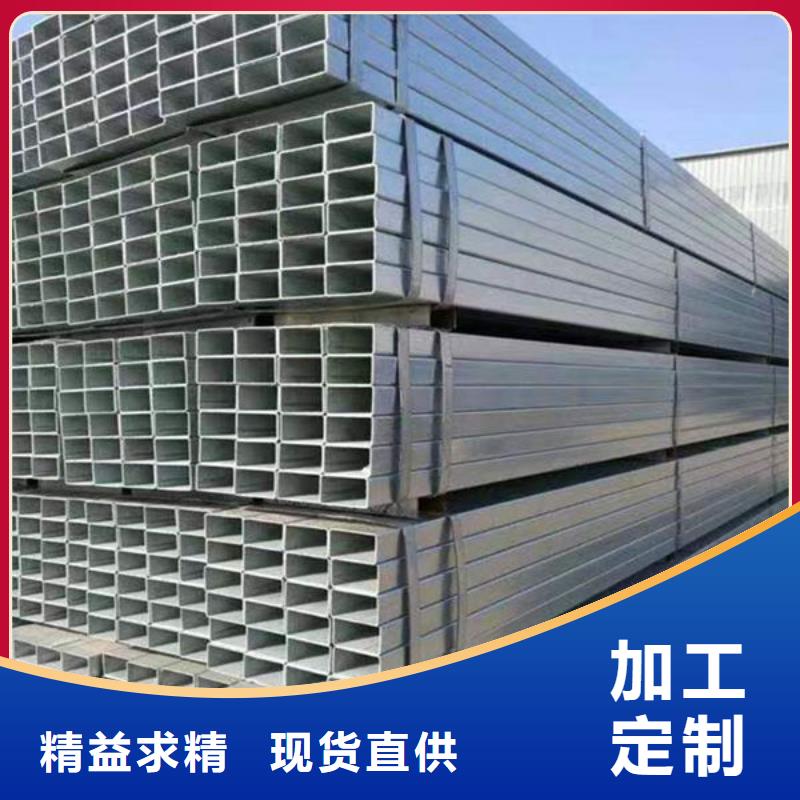
螺旋钢管厂家所生产的螺旋钢管品种多,在装卸过程中难免发生钢管损伤的情况,具体事项如下:1、螺旋钢管包装应能避免在正常装卸、运输和储存中松散和受损。2、如果需方对螺旋钢管的包装材料和包装方式有特殊要求的应在合同中注明;如未注明,包装材料和包装方式有供方选择。3、包装材料应符合有关的规定。如果没有要求包装材料,应达符合预定的用途,避免浪费和造成环境污染。4、如果客户要求螺旋钢管不能在外表上有磕碰等损伤,可以考虑在螺旋钢管之间采用保护装置。保护装置可以使用胶皮、草绳、纤维布、塑料、管帽等。5、薄壁螺旋钢管由于厚壁薄可以采用管内支撑或者管外框架保护的措施。支架和外框的材料采用和螺旋钢管材质一致的钢料。6、 规定螺旋钢材采用散装的方式。如果客户要求打捆可以酌情考虑,但是口径必须在159MM到500MM之间,。打捆的材料使用钢带打包并扣紧,每道应至少拧成两股,并根据螺旋钢管的外径和重量适度增加,防止松散的情况发生。7、定尺的螺旋钢管可以不打捆。
螺旋钢管是怎么制作的1.涂油打标:在检查合格的螺旋钢管进行涂油操作以防腐蚀,并根据客户的要求进行打标。2.矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3、剪切成型:将钢 板沿外沿螺旋卷曲成管状。4.对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。5.目视检查:由专业技术人员对一些基本的参数进行检查。6.超声波探伤:对内外焊缝及焊缝两侧母材进行的检查。7.X射线探伤:对内外焊缝进行 的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。8.打压试验:在水压试验机上对螺旋钢管进行逐根检验以保证钢材管达到标准要求的试验压力。9.倒棱平头:将检验合格后的螺旋钢管进行管端加工,达到要求的管端坡口尺寸。10.后检查:螺旋钢管再次进行超声波和X射线探伤以及进行管端磁粉检验检查是否存在焊接问题及管端缺陷。
