



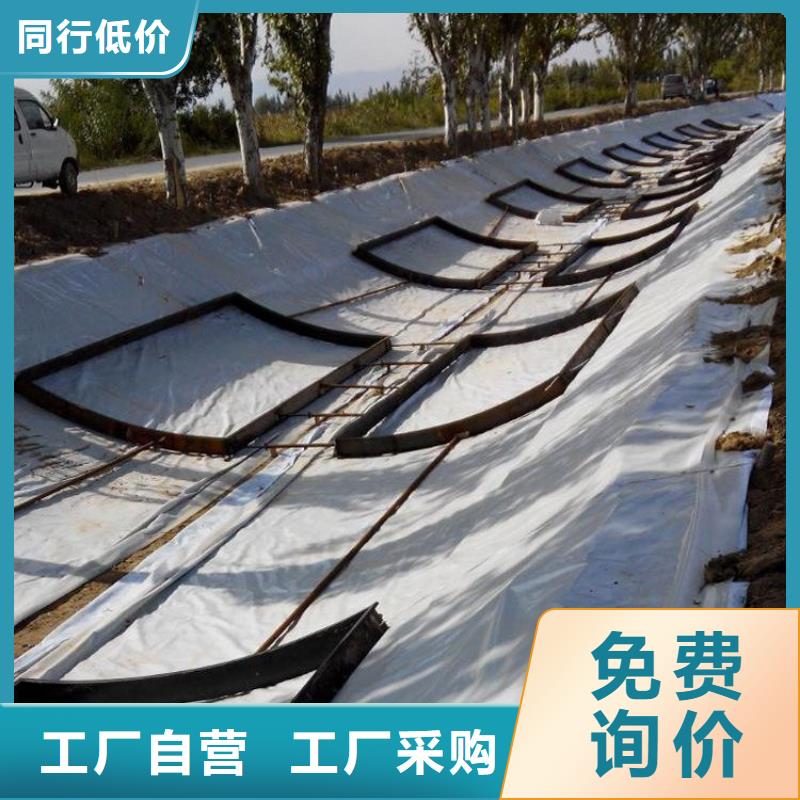






HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产厂家派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。
焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。
HDPE土工膜是采用国内外大型石化企业生产的优质聚乙烯树脂,添加微量抗氧剂、抗紫外线剂经三层共挤吹塑而成,公司积多年的吹塑经验,与建设方密切合作,不断创新,追求完美,做满足客户要求的产品,力争将较可靠的产品呈献给顾客。
光面HDPE土工膜产品规格:幅宽:2m-12m;厚度:0.2mm-3.0mm执行标准:GB/T17643-2011土工膜产品质量过程控制:通常在拐角及畸形地段,应是接缝长度尽量减短。除特殊要求外,在坡度大于1:6的斜坡上距顶坡或应力集中区域1.5米范围内,尽量不设焊缝。土工膜在铺设中,应避免产生人为褶皱,温度较低时,应尽量拉紧,铺平。土工膜铺设完成后,应尽量减少在膜面上行走、搬动工具等,凡能对防渗膜造成危害的物件,均不应放在膜上或携带在膜上行走,以免对膜造成意外损伤。铺设土工膜前应由土建工程相应的合格验收证明文件。土工膜裁切之前,应该准确丈量其相关尺寸,然后按实际裁切,一般不宜按图示尺寸裁切,应逐片编号,详细记录在专用表格上。复合土工膜时应力求焊缝较少,在质量的前提下,尽量节约原材料.
hdpe土工膜是专业的防渗土工隔膜专家,hdpe土工膜"选用优质的聚乙烯原生树脂,主要成分为97.5%的高密度聚乙烯,约2.5%的碳黑、抗老化剂、抗氧剂、紫外线吸收剂、稳定剂等辅料,用目前全自动土工生产设备,经三层共挤技术制成。
土工膜产品均依据GRI标准和ASTM测试标准执行生产,规格齐全,厚度0.2mm~3mm,宽幅6m~12m,满足环保环卫、市政工程、污水处理、石油化工、生活垃圾填埋场、人工湖、水利、建筑、园林、景观、冶金、矿业、盐业、农业、水产养殖业等领域应用要求。
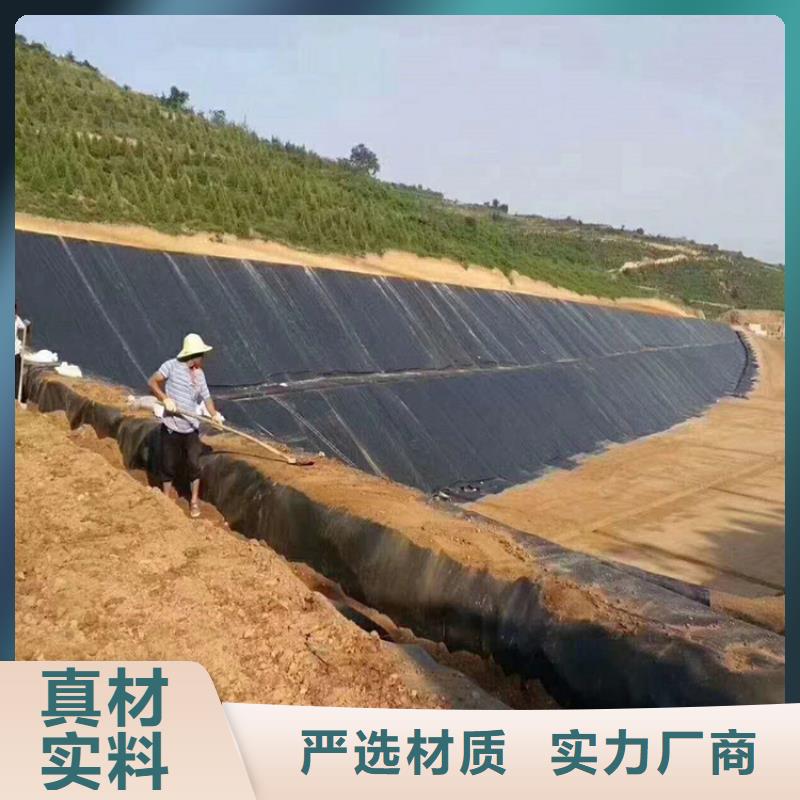
土工膜采用膨胀螺栓锚固时,螺栓直径不小于4mm,其间距不大于0.5mm,施工时,先用备好的沙袋将摆好位置的土工膜临时固定,防止大风将HDPE膜吹动移位,然后再进行膨胀螺栓锚固。一般砂土或HDPE膜单独的渗水能力都比土工布与砂土系统好,这是因为水分流动时,砂土中的微粒也防水分移动,沉积在土工布的表面形成一层虑质层,阻碍了水分的渗透,使HDPE防渗膜与砂土系统购渗水能力大大减少。在刚开始时,在HDPE防渗膜表面还末形成砂土微粒的滤质层,因此土工布与土壤系统的流率较大,但随时间的增加,砂土微粒逐渐沉积,流率迅速降低,15min后,流率只有原来的70%,1h后,仅是原来纳40%,4.5h后,仅为开始时间的20%。
土工膜的焊接质量在很大程度上影响着后期产品的使用。1土工膜材自身的质量因素,如果质量未达到设计要求会直接影响焊接的质量。2土工膜表面是否洁净的因素,膜面接缝处不能存在油污,水份和尘土。3焊接速度和温度的因素,焊接施工速度快,会造成漏焊的现象。
施工焊接温度高,会产生熔化而出现漏洞的现象。现场天气的因素,土工膜较佳施工环境温度是零上10度到35度,寒冷的气温下影响焊接的牢固度。解决的办法是:适于焊接的环境下,采用质量合格的土工膜,在洁净的板面上,调试合适的机器速度和温度进行认真严格的操作。
土工膜是现如今防渗施工中很常见的防水材料。土工膜价格是指施工方在采购土工膜时,所需要付出货币金额,以(元/平方米)为单位。土工膜价格的构成是由生产所需原料的价格与生产加工费用、销售费用和运输费用的总和。土工膜价格随着市场的供求关系而有所变动的。通常体现为:出厂价格、含税价格、到港价格等。原材料的因素:聚乙烯颗粒是生产土工膜的主要原材料,它价格的涨落直接影响到土工膜产品的定价。