




想知道PE燃气管PE塑钢缠绕管严选好货产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:PE燃气管PE塑钢缠绕管严选好货的图文介绍
润星电力管材有限公司将以顾客需求为导向,持续开展创新研发工作,致力成为 山西大同电力工程保护管的领跑者,不断开拓创新,以技术为核心、以质量为保证,竭诚为您提供、、优质的产品和服务,促进 山西大同电力工程保护管领域的革新与发展!


HDPE的密度在0.940g/。C以上;中密度聚乙烯(MDPE)密度范围0.926~0.940g/CC。其它分类法有时把MDPE归类于HDPE或LLDPE。均聚物具有 密度、刚度,良好的防渗透性和 的熔点,但一般具有很差抗环境应力开裂(ESCR)。ESCR是PE抗由机械或化学应力所引起的开裂性的能力。更高的密度一般改进了机械强度性,例如拉伸强度、刚度和硬度。热性能如软化点温度和热变形温度;防渗透性,如透气性或水蒸气透过性。较低的密度改进其冲击强度和E-SCR。聚合物密度主要是受共聚单体加入的影响,但较少程度也受分子量影响。高分子量百分数使密度略有降低。例如,在一个较宽分子量范围内均聚物具有不同的密度。
PE低压灌溉管的性能:高密度聚乙烯为、无味、无臭的白色颗粒,熔点约为130℃,相对密度为0.941~0.960。它具有良好的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好。介电性能,耐环境应力开裂性亦较好。滴灌管道采用的是PE燃气管。“膜下滴灌”是 推广应用的新型节水增产灌溉新技术,是继化肥、、种子、地膜、喷灌之后的又一项技术。此项技术主要包括滴灌、铺膜两项关键环节。农田应用该技术时可将水均匀、定时、定量、 含水量供给庄稼,地膜的使用则可保墒、提墒、灭草、增加地温,减少水分蒸发。农田灌溉专用PE燃气管由传统的由“大田漫灌”转为直接给庄稼“打点滴”,地面灌溉设施省去了主渠、支渠、毛渠。
河曲县水利局技术人员介绍说,膜下滴灌将传统的明渠暗渠由地下管道所。替代,水源通过地下管道进入农作物根系,以滴水的方式输送到每株作物的根部。膜下滴灌种植,可一次性完成播种、铺膜,肥料也可随水流直接到达作物根系部位,使根的生长始终处于 状态。该技术不仅节水,还可改良土壤、增产增效,是传统灌溉农业无法相比的。实践效果显示,使用膜下滴灌技术,比普通漫灌节水30%左右。每亩可节约有效播种面积5%—7%,节肥20%左右,节省机力费20%左右,农作物产量可提高20%以上,节省人力,浇水、筑渠、施肥、除草,人工作业少,一个人可以管理一百二十亩。去冬今春,派水利局技术人员、乡村和种植户到到省市参加了玉米“膜下滴灌”技术培训班。
PE低压灌溉管的性能:高密度聚乙烯为、无味、无臭的白色颗粒,熔点约为130℃,相对密度为0.941~0.960。它具有良好的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好。介电性能,耐环境应力开裂性亦较好。滴灌管道采用的是PE燃气管。“膜下滴灌”是 推广应用的新型节水增产灌溉新技术,是继化肥、、种子、地膜、喷灌之后的又一项技术。此项技术主要包括滴灌、铺膜两项关键环节。农田应用该技术时可将水均匀、定时、定量、 含水量供给庄稼,地膜的使用则可保墒、提墒、灭草、增加地温,减少水分蒸发。农田灌溉专用PE燃气管由传统的由“大田漫灌”转为直接给庄稼“打点滴”,地面灌溉设施省去了主渠、支渠、毛渠。
河曲县水利局技术人员介绍说,膜下滴灌将传统的明渠暗渠由地下管道所。替代,水源通过地下管道进入农作物根系,以滴水的方式输送到每株作物的根部。膜下滴灌种植,可一次性完成播种、铺膜,肥料也可随水流直接到达作物根系部位,使根的生长始终处于 状态。该技术不仅节水,还可改良土壤、增产增效,是传统灌溉农业无法相比的。实践效果显示,使用膜下滴灌技术,比普通漫灌节水30%左右。每亩可节约有效播种面积5%—7%,节肥20%左右,节省机力费20%左右,农作物产量可提高20%以上,节省人力,浇水、筑渠、施肥、除草,人工作业少,一个人可以管理一百二十亩。去冬今春,派水利局技术人员、乡村和种植户到到省市参加了玉米“膜下滴灌”技术培训班。


PE燃气管厂家热熔对接应采用同厂家、同材质、同牌号的管材与管材,管材与管件之间,管件与管件之间连接。不同系列的聚乙烯管材不宜采用热熔对接连接。PE燃气管待连接件的段面应使用热熔对接连接工具加热。不同聚乙烯PE燃气管的管材、管件产品互焊时,宜通过机械加工使焊接处壁厚相同。PE燃气管管材、管件以及管道附件连接面上的污物应使用洁净棉布擦净,并铣削连接面,使其与轴线垂直,两待连接件的连接端应伸出焊机夹具一定自由长度,并校直两对应的待连接件,使其在同一轴线上。错边不宜大于壁厚的10%。热熔连接工具的温度控制应,加热面温度分布应均匀。
加热面结构符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面上的污物。聚乙烯PE燃气管焊口质量检测方法:PE燃气管焊接接头质量检验分别为破坏性试验和非破坏性试验,在施工现场一般采用非破坏性试验。非破坏性试验主要手段是目测,也可以称为外观检查,主要标准如下:PE燃气管厂家焊口卷边应均匀、圆滑、饱满,两边卷边尺寸相近。PE燃气管焊缝平滑对称,卷边的高度、翻边的任一边高度差不大于0.1<它的壁厚。PE燃气管焊口切下的翻边不存在未融合、缺口、孔洞等缺陷,切边的管端错边不超过壁厚的10%。聚乙烯PE燃气管焊接时,每一个焊口应当有详细的焊接原始记录,焊接原始记录至少应当包括环境温度、焊工代码、焊口编号、管道规格类型、焊接压力、拖动压力、增压时间、加热板温度、切换时间、吸热时间、冷却时间等。
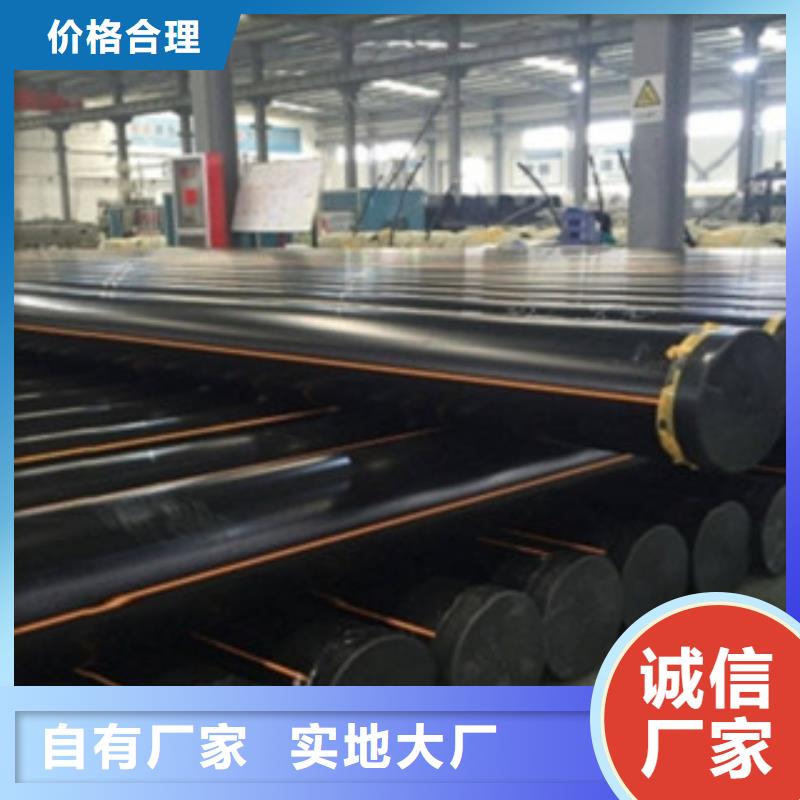
恒泰PE燃气管生产设备采用聚乙烯管材挤出生产线,采用进口性能优异的北欧化工新一代北星双峰燃气管道专用料。PE燃气管性能特点,耐腐蚀——PE为惰性材料可耐多种化学介质的侵蚀,无泄露——PE采用电热熔连接,其接口强度高于管材本体。PE燃气管断裂伸长率一般超过500%,对管基不均匀沉降的适应能力非常强,抗震性能优良。同时,生产线上设置有超声波扫描装置、米重测量控制系统、壁厚控制器等全自动电脑控制系统,在生产过程中对产品进行动态控制,确保每米管材的生产质量。PE燃气管厂家地上管路和管道井中的管路选用焊接,井下PE燃气管均选用法兰衔接。PE燃气管在安设前要进行防腐处理,地上管路和管道井中管路选用沥青防腐。
加热面结构符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面上的污物。聚乙烯PE燃气管焊口质量检测方法:PE燃气管焊接接头质量检验分别为破坏性试验和非破坏性试验,在施工现场一般采用非破坏性试验。非破坏性试验主要手段是目测,也可以称为外观检查,主要标准如下:PE燃气管厂家焊口卷边应均匀、圆滑、饱满,两边卷边尺寸相近。PE燃气管焊缝平滑对称,卷边的高度、翻边的任一边高度差不大于0.1<它的壁厚。PE燃气管焊口切下的翻边不存在未融合、缺口、孔洞等缺陷,切边的管端错边不超过壁厚的10%。聚乙烯PE燃气管焊接时,每一个焊口应当有详细的焊接原始记录,焊接原始记录至少应当包括环境温度、焊工代码、焊口编号、管道规格类型、焊接压力、拖动压力、增压时间、加热板温度、切换时间、吸热时间、冷却时间等。
恒泰PE燃气管生产设备采用聚乙烯管材挤出生产线,采用进口性能优异的北欧化工新一代北星双峰燃气管道专用料。PE燃气管性能特点,耐腐蚀——PE为惰性材料可耐多种化学介质的侵蚀,无泄露——PE采用电热熔连接,其接口强度高于管材本体。PE燃气管断裂伸长率一般超过500%,对管基不均匀沉降的适应能力非常强,抗震性能优良。同时,生产线上设置有超声波扫描装置、米重测量控制系统、壁厚控制器等全自动电脑控制系统,在生产过程中对产品进行动态控制,确保每米管材的生产质量。PE燃气管厂家地上管路和管道井中的管路选用焊接,井下PE燃气管均选用法兰衔接。PE燃气管在安设前要进行防腐处理,地上管路和管道井中管路选用沥青防腐。



北方地区气温会下降在0℃以下,因此在施工时还要特别注意管沟的挖掘须在当地冻土层以下,管线埋设深度一般在1.2~1.5米以下,外露管材须注意保温措施以防止管材冻裂,施工时不得人为践踏管材。沟底应整理平整,不得有石块、砖块等杂物,如有坚硬物时必须加挖10cm并填沙劣实,然后再进行管线安装施工。下PE燃气管管前检查管材是否损伤,特别是承口与插口端,如有损伤及时更换处理。PE燃气管线施工时应正直平整,不得任意偏斜曲折,如管线必须弯曲时其弯曲角度应按管材(活套)每一承口允许弯曲之角度进行,一般为2°以内,不得出现管材的硬性弯曲现象。煤改气PE燃气管施工过程中应特别注意管沟两侧挖出之土方,防止挖出之石块落入管沟冲击管材。
另施工完一段后应即刻回填,回填土质应为良质土,不得有坚硬物与管材接触,管材两侧及上方填良质土厚度为20~30cm以上。管线中管件及分歧连接处必须做混凝土巩固,以保证管线日后正常使用。煤改气PE燃气管线安装完成待胶粘部位完全干固后(约48小时)再进行试水,试水管线长度以500m一段为宜,应特别注意待气温升高后或天气转暖后试水,严禁低温条件下进行试水作业。试压时,灌水前先将排气阀全部打开,然后缓慢注水,待排气阀有水柱均匀流出后,自低至高逐次关闭,当加压至0.2~0.3Mpa时再次进行排气,将残留空气全部排出,然后再升压至规定压力值后稳压1小时观察压力表数值,无降压或降压范围在0.05Mpa以内为合格。
埋地管线在进行埋敷前必须进行试水试压,试压通过后方可进行埋敷。随着PE燃气管被使用的越来越多、范围越来越广,PE燃气管的连接方式越来越被人们重视。现在国内外对于PE燃气管的连接方式包括热熔对接、热熔插接、电熔焊接三种。PE燃气管热熔对接是将PE燃气管端界面,利用加热板加热熔融后相互对接融合,经冷却固定连接在一起的方法。当PE材料在加热超过其熔融温度的时候,就会变得粘滞流体。经常被用户优先选择,广泛应用于供水天然气工程。PE燃气管热熔对接是为PE管道常用的焊接方法,而不正确的使用焊接压力会对管材的焊接质量造成严重的影响,下面就“如何计算焊接压力”和大家说明。焊接压力=拖动压力+焊接规定压力。何为拖动压力。
拖动压力是指当焊机机架油缸带动管材、件平缓向前滑行时,此时压力表上的显示值,即为拖动压力值。测试方法为:将焊机机架活动端完全打开,然后将液压控制箱上的泄压阀松开,调压阀按逆时针方向调小,然后将方向控制操作杆置于闭合状态,同时关闭泄压阀,目视机架油缸部位,将调压阀按顺时针方向缓慢调大,当机架油缸带动管材、件平缓向前滑行时,此时压力表上显示的数值为 拖动压力值。PE燃气管材焊接计算压力。通过上面的计算公式,我们了解到PE管材的焊接压力是如何得出,正确的使用焊接压力才能保障焊接作业顺利进行。PE燃气管具有优异的物理性能。中密度聚乙烯性能介于高,低密度聚乙烯两者之间,既保持了高密度聚乙烯管材的刚性,强度,也有很好的柔性,耐蠕变性,而且较高密度聚乙烯管材更有热熔连接性能优良的特点,有利于塑料管的安装。
另施工完一段后应即刻回填,回填土质应为良质土,不得有坚硬物与管材接触,管材两侧及上方填良质土厚度为20~30cm以上。管线中管件及分歧连接处必须做混凝土巩固,以保证管线日后正常使用。煤改气PE燃气管线安装完成待胶粘部位完全干固后(约48小时)再进行试水,试水管线长度以500m一段为宜,应特别注意待气温升高后或天气转暖后试水,严禁低温条件下进行试水作业。试压时,灌水前先将排气阀全部打开,然后缓慢注水,待排气阀有水柱均匀流出后,自低至高逐次关闭,当加压至0.2~0.3Mpa时再次进行排气,将残留空气全部排出,然后再升压至规定压力值后稳压1小时观察压力表数值,无降压或降压范围在0.05Mpa以内为合格。
埋地管线在进行埋敷前必须进行试水试压,试压通过后方可进行埋敷。随着PE燃气管被使用的越来越多、范围越来越广,PE燃气管的连接方式越来越被人们重视。现在国内外对于PE燃气管的连接方式包括热熔对接、热熔插接、电熔焊接三种。PE燃气管热熔对接是将PE燃气管端界面,利用加热板加热熔融后相互对接融合,经冷却固定连接在一起的方法。当PE材料在加热超过其熔融温度的时候,就会变得粘滞流体。经常被用户优先选择,广泛应用于供水天然气工程。PE燃气管热熔对接是为PE管道常用的焊接方法,而不正确的使用焊接压力会对管材的焊接质量造成严重的影响,下面就“如何计算焊接压力”和大家说明。焊接压力=拖动压力+焊接规定压力。何为拖动压力。
拖动压力是指当焊机机架油缸带动管材、件平缓向前滑行时,此时压力表上的显示值,即为拖动压力值。测试方法为:将焊机机架活动端完全打开,然后将液压控制箱上的泄压阀松开,调压阀按逆时针方向调小,然后将方向控制操作杆置于闭合状态,同时关闭泄压阀,目视机架油缸部位,将调压阀按顺时针方向缓慢调大,当机架油缸带动管材、件平缓向前滑行时,此时压力表上显示的数值为 拖动压力值。PE燃气管材焊接计算压力。通过上面的计算公式,我们了解到PE管材的焊接压力是如何得出,正确的使用焊接压力才能保障焊接作业顺利进行。PE燃气管具有优异的物理性能。中密度聚乙烯性能介于高,低密度聚乙烯两者之间,既保持了高密度聚乙烯管材的刚性,强度,也有很好的柔性,耐蠕变性,而且较高密度聚乙烯管材更有热熔连接性能优良的特点,有利于塑料管的安装。


