

NM400耐磨板的弯曲处理方式中选取能够进行的半经范畴及其上模张口尺寸,那样在生产的过程中就可以防止破裂了。NM400耐磨钢板的适用范围是生产各种各样机械设备及零部件,破裂的厚钢板会直接影响产品的品质,断裂处的一部分要切除,应用剩下没有处理的一部分。那般厚钢板的大小会减少,它的用处便会受限制。实际上 有很多办法能够防止NM400耐磨板破裂,特别是在弯曲或是激光切割处理方式中,适当升温能够变软厚钢板,先减少强度再淬火,那般它的功能便会修复,但是生产过程中的温差要调节好,不然NM400耐磨板很有可能发生耗损。钢板淬透性低。一般情况下,碳钢水淬的大淬透直径只有10mm-20mm。强度和屈强比较低。如普通碳钢Q235钢的σs为235MPa,而低合金结构钢16Mn的σs则为360MPa以上。40钢的 σs /σb仅为0.43 远低于合金钢。回火稳定性差。由于回火稳定性差,碳钢在进行调质处理时,为了保证较高的强度需采用较低的回火温度,这样钢的韧性就偏低;为了保证较好的韧性,采用高的回火不能满足特殊性能的要求。碳钢在抗氧化、耐蚀、耐热、耐低温、耐磨损以及特殊电磁性等方面往往较差,不能满足特殊使用性能的需求。
水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来冷却钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:切割热影响区小;防止整个工件的硬度降低;减少切割工件变形;切割后可以直接对工件进行冷却。该材料主要使用在矿山机械等设备上,经常用于摩擦与撞击的关键耐磨接触面上使用的耐磨钢板。水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来冷却钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:切割热影响区小;防止整个工件的硬度降低;减少切割工件变形;切割后可以直接对工件进行冷却。聊城格瑞有限公司所销售的耐磨钢板主要包NM360NM400NM450NM500NM550。硬度检验:在钢板表面铣掉1.0-2.5mm,然后在此表面进行硬度检验。一般您铣掉2.0mm,进行硬度检验。0375*8201*666nm400。各地四季度安排煤炭去产能任务量占全年的50%以上,其中12月占比超过三分之一。
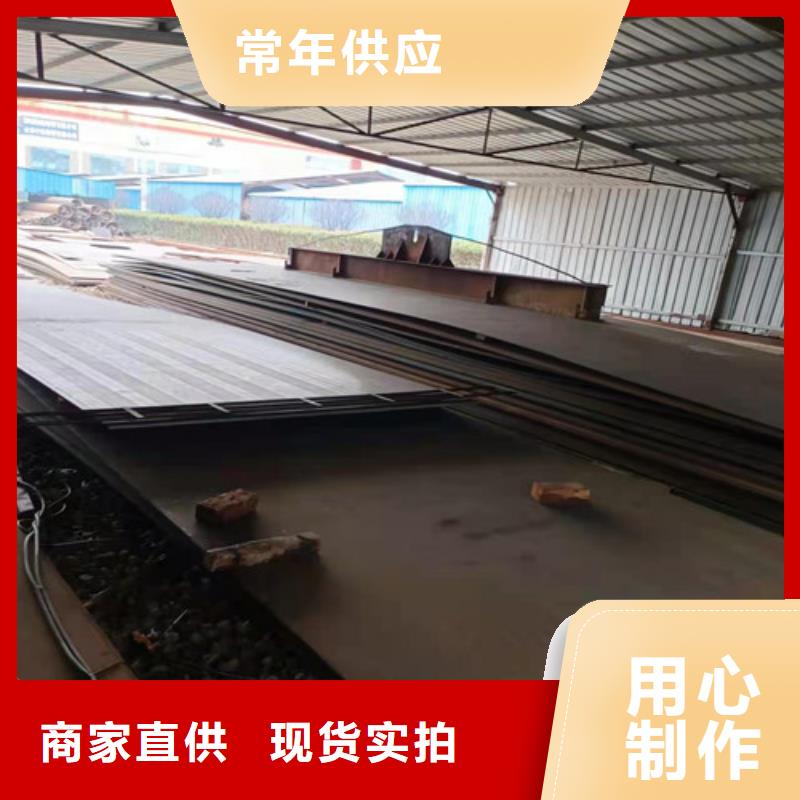
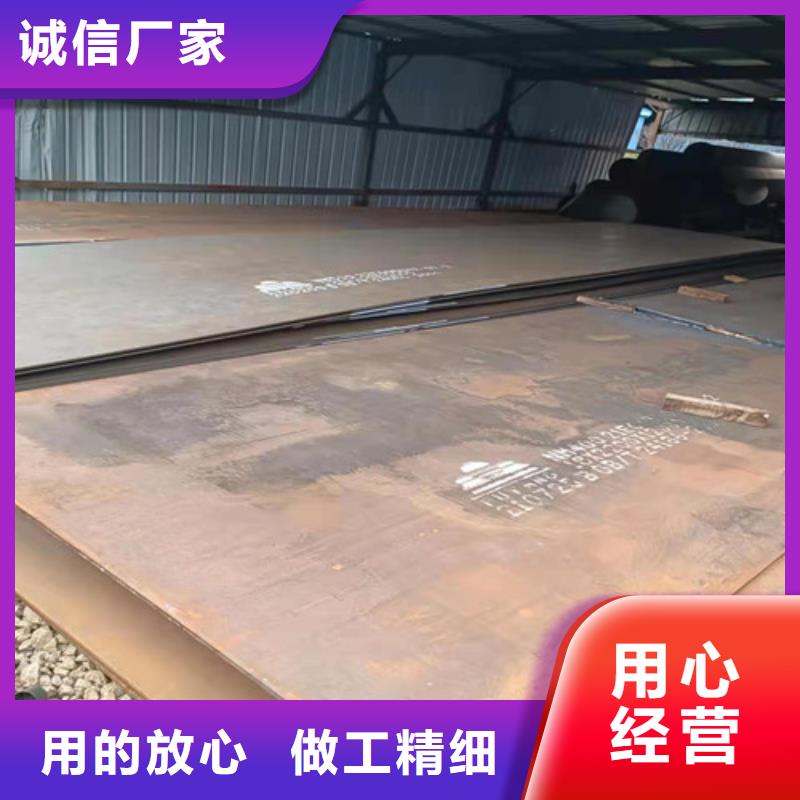
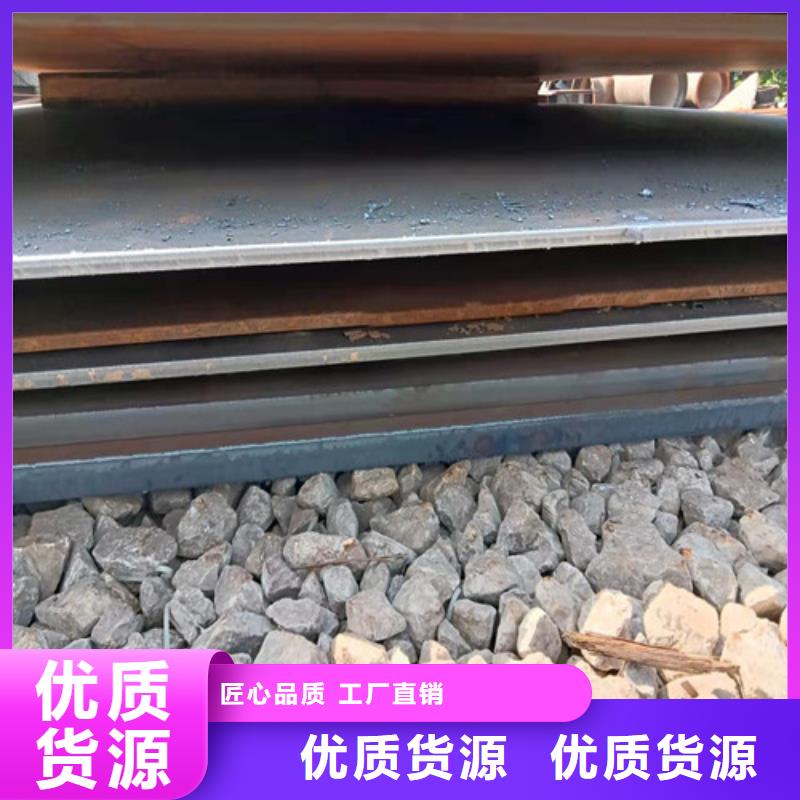
生产水泥推料机齿板耐磨钢板_诚信企业生 格瑞管业有限公司
生产水泥推料机齿板耐磨钢板_诚信企业生
格瑞管业有限公司
生产水泥推料机齿板耐磨钢板_诚信企业生
尽管2014年钢价继续创下历年低点,但是对于2015年的钢市,悲观的情绪依然,经济增长目标继续下移 至7%甚至以下,而政策的容忍态度也暗示了我国调结构转型魄力,货币政策虽开启宽松通道,但M2的表现 仍较差,尤其是对钢市,流通环节资金并未放松,钢贸的“蓄水池”功能大大降低。 NM360耐磨板厂家价 格继续倒逼钢企降价出售,2015年钢市的洗牌操作仍将延续,有望继续打破前低。气候原因使得本就不景 气的需求更加低迷,市场价格全线下挫,NM360耐磨板厂家价格商家对后市信心不足,部分大户市场低价 抛货,终端“买涨不买跌”的情绪更加凸显,市场出货愈发清淡,下周更是临近元旦假期,市场活跃度不 高,NM360耐磨钢板厂家价格商家弱势观望,另受河北钢厂限价影响,市场资源不多,市场价格稍显平稳的 格局。目前的市场价格具有较强的抗跌性,在元旦节前可能不会再继续下跌,预计下周L80石油套管价格 或将平稳运行。受美元走强及库存高企等消息影响,持续走低, 接近15200美元位,宏观经济面弱势 亦加重镍市利空打击,提振反弹动力趋弱,较长一段时间内恐仍维持低迷态势 。圣诞休市,市场缺乏有 效指导,NM360耐磨板厂家价格市场整体处于稳中有弱态势。
格瑞管业有限公司NM500耐磨钢板切割-NM500耐磨板焊接1、NM500耐磨板切割建议采用等离子切割。等离子切割分为水下等离子和空气等离子切割两种。采用水下等离子切割时等离子气体可产生几千度的高温高锰钢板切口处迅速熔化并因水的阻隔避免了氧化水又对钢板及时进行冷却阻止碳化物析出使钢板切割面光滑平整无热影响区切割质量良好是切割高锰钢的可以选择]。也可采用空气等离子切割。NM500耐磨板也可采用传统的火焰切割。采用火焰切割时建议采用切割小车根据钢板厚度不同采用不同规格的枪头燃气和氧气配比调整适当(好是中性火焰)好是全部调整好后再开始下料防止因中途熄火引弧造成断面缺口影响切割质量。NM500耐磨板焊接:高锰耐磨钢板的焊接可采选用手工电弧焊的方法。焊条选用D256(堆256)或D266(堆266)焊条;焊接前应打磨焊缝,要清理工件坡口及边缘,去除铁锈、油污,同时将焊条烘干;焊接时,应选择小直径焊条(一般为3mm-3.5mm),小电流、高电压、多焊层、多焊道、快速焊接;如采用直流焊接,焊条接正极;焊接每层后要锤击焊缝,以提高其抗热裂纹能力。也可使用流动水快速降温。
