







铜仁球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。
把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。
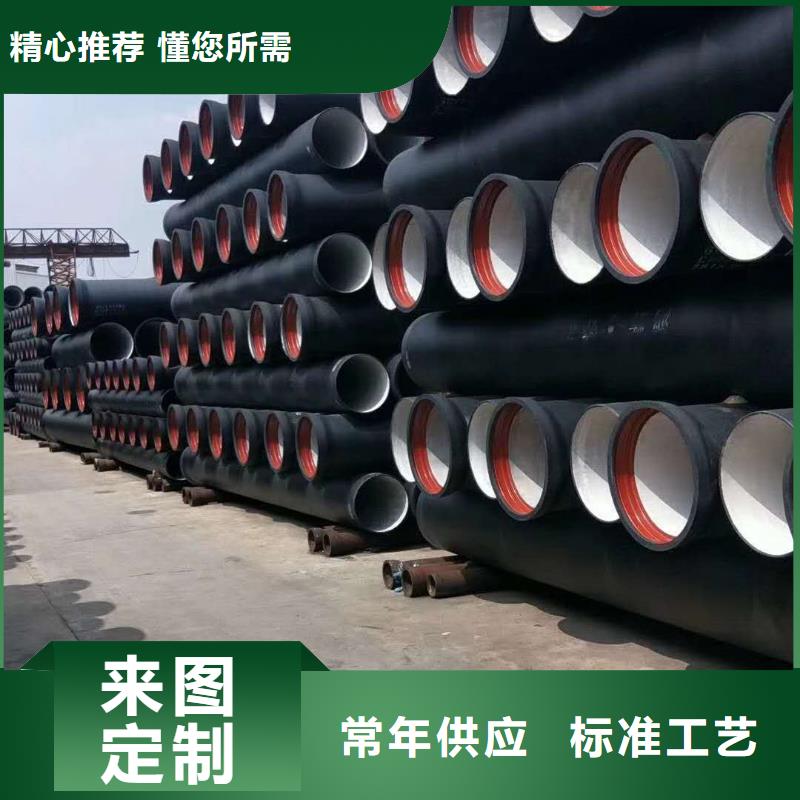
铜仁球墨铸铁管内壁采用水泥砂浆衬里,富含镁离子的水中通过时,镁离子会产生镁铁尖晶石效应而形成一层薄膜包覆在水泥外,破坏水中的胶体而让钙镁离子得以保留,铜仁球墨铸铁管由此可知其有着减少垢生长的特性,不易结垢。比普通管道的使用寿命延长五倍之上。铜仁球墨铸铁管主要用于市政供水、供气的压力输送。铜仁球墨铸铁管在工程施工现场合理布置或设计管道路线保证了施工进度和质量,节约材料降低成本。执行标准: SY/ T5035—2001(2005年增补执行新国标 GB/ T13295-2003)和 CJ/ T120—2004,铜仁球墨铸铁管它具有铁的本质、钢的性能、防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政供水、供气的压力输送,埋地输水等。
铜仁球墨铸铁管可在检查台上用量具进行,也可用自动尺寸检测装置如激光测径、测厚、测长仪等进行连续检测钢管外表面检查一般用目检,而内表面检查除用目检外,可利用反射棱镜检查铜仁球墨铸铁管挤压时,内套筒逐渐被挤出(外圆被镦粗)。换挤压筒时,可以发现铜仁球墨铸铁管厂家挤压筒内部配合扩大。因此,为确定热装的公盈量,采用内径规测量中套或挤压筒内孔。挤压筒一套筒的残余变形会导致其塑性破坏。设计挤压筒时,通过分析挤压筒的工况条件,可以确定挤压筒内套筒中的内压力值。铜仁球墨铸铁管切头尾长度主要取决于生产方法和生产技术水平,一般定、减径管端切头长度为50-100m,后端为11.1.4钢管尺寸和质量检查切断后的钢管根据技术要求进行质量检查,检查内容包括检查逐个管的尺寸和弯曲度以及管内外表面质量,并抽检其力学、工艺性能等,但检查需要取样。钢管几何尺寸和弯曲度的检查。

铜仁球墨铸铁管的壁厚:当铜仁球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会铜仁球墨铸铁管增加缩孔、缩松的现象。
碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使铜仁球墨铸铁管铸件产生其他缺陷。