





我们的数控等离子切割机【1500w光纤激光切割机】追求品质视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:数控等离子切割机【1500w光纤激光切割机】追求品质的图文介绍


数控等离子切割机切割质量的评价指标这一节我们谈一下数控等离子切割机切割质量的评价指标,对于数控等离子切割机切割质量的评价指标,相信大家都不是很清楚,接下来就由武汉耐霸小编来给大家介绍一下。 数控等离子切割机切割质量的评价指标目前还没有性的标准,只有行业标准:即《热切割等离子弧切割、质量和尺寸偏差》(JB/T 10045.4-1999)。对等离子弧切割质量的评价主要包括以下几个方面: 一、切口的宽度:它是评价切割机切割质量的重要特征值之一,也反映切割机所能切割小圆的半径尺寸。它是以切口宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。造成的影响:1、过宽的切口不仅会浪费材料,也会降低切割速度和增大能耗。2、切口宽度主要与喷嘴孔径有关,一般来说,切口宽度总是要比喷嘴孔径大10%~40%。3、当切割厚度增加时,往往需要使用更大的喷嘴孔径,切口也将随之加宽。4、切口宽度增加,会使割件的变形量增大。二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙炔法切割后的表面粗糙度:1级Ra≤30μm,2级Ra≤50μm,1级Ra≤100μm。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。一般来说:等离子弧切割时其U值与板厚及工艺参数关系密切,通常在U≤(1%~4%)δ(δ为板厚),激光切割U≤0.5mm。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。空气等离子弧切割的热影响区宽度在0.3mm左右,水下等离子弧切割时,热影响区宽度还可以更窄。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。



华宇诚数控科技有限公司主要从事 陕西安康光纤金属激光切割机的科研开发和生产。主要产品: 陕西安康光纤金属激光切割机等系列产品。公司秉承“创新创造、诚信di yi、坚守质量”的发展理念,所有产品均严格按照标准进行设计和生产,并以设计造型美观、检修方便、配套功能齐全、广泛应用于各个领域。公司以积j i探索新技术、新工艺、新材料的研发,建立了多重的服务体系和质量检测体系,产品从优质原材料进库到优质的成品出厂,每一道工序都精雕细琢,并且不断地进行技术升级改造,公司着力于以人为本,以客户为中心的管理团队、专业化员工团队、专业服务中心及专业服务部。营销和服务网络已覆盖全国市场,能够对客户的需求、期望和满意持续的保持,并承诺在1小时内为客户提供高绩效、专业化和敏捷性的售前、售中及售后服务!



数控火焰等离子切割机的功能及优势:数控切割设备的两大分类中,火焰切割机与等离子切割机目前在国内市场均有相当多的终端用户,对于企业来说,选择采用数控切割方式除了提高生产加工效率外,更多的还在于节约生产成本,具体到数控火焰、等离子切割机上来看,则可以归结为人工成本、生产成本等多个方面,为了让更多的用户能了解数控火焰、等离子切割机的功能优势,以下将主要就此方面情况予以简单说明:一、等离子切割介绍等离子切割是利用高温在喷嘴处喷射出来的高速气流离子化,从而形成导电体。当电流通过时,该导气流即形成高温等离子电弧,电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子气流的动力排除熔融金属以形成切口的一种加工方法。利用环形气流技术形成的细长并稳定的等离子电弧,保证了能够平稳且经济地切割任何导电的金属。数控切割机厂家直销!图片经过多年的探索,等离子技术得到了长足的发展。近的进展是通过加大功率来加快数控等离子切割机速度,同时提高切割质量。图片二、火焰切割介绍火焰切割是老的热切割方式,其切割金属厚度从1毫米到1米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。



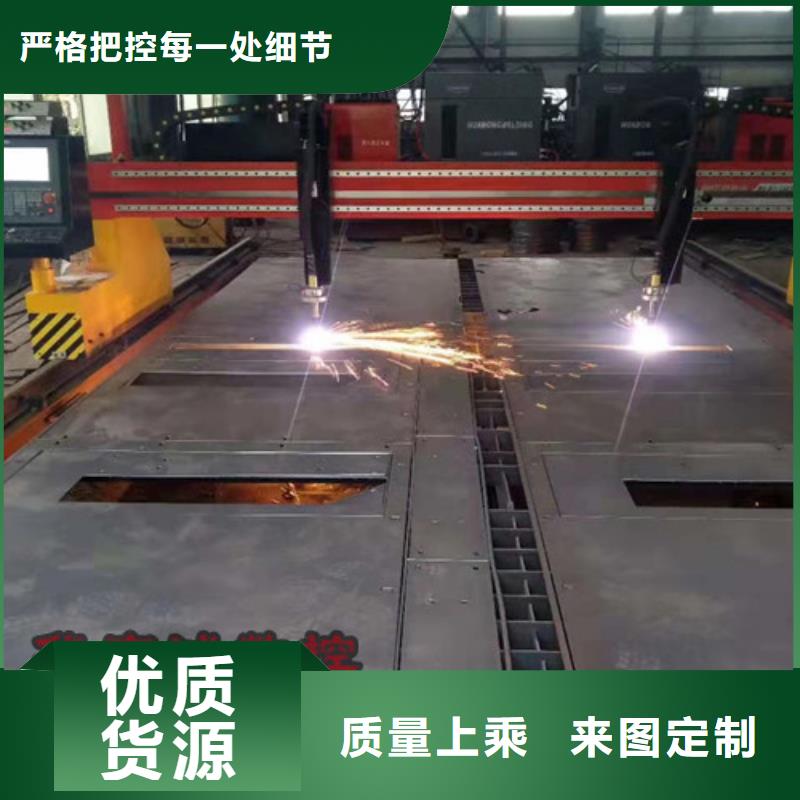
数控等离子切割机加工速度
除了工作气体对切割质量有影响外,切割速度对数控等离子切割机的加工质量影响也是很重要的。切割速度:切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,切割速度也相应的变化。主要表现:
1.切割速度适度地提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形。
2.切割速度过快使得切割的线力量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3.当切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4.当速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。

