




为了让您更地了解我们的无缝钢管_等边角钢现货销售,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:无缝钢管_等边角钢现货销售的图文介绍


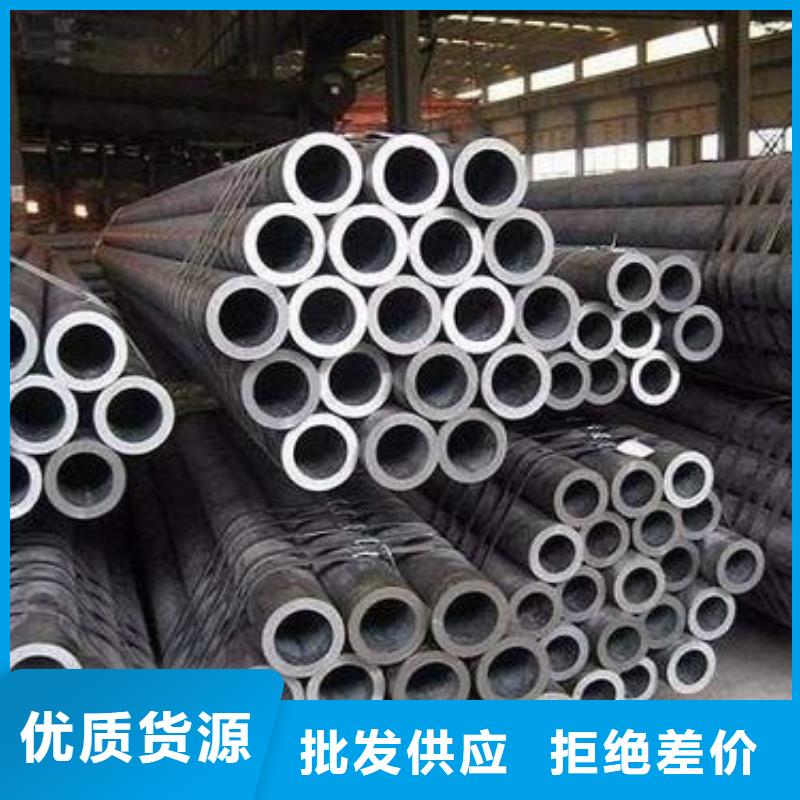
。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。 2、 GB/T8163-2008(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。 3、GB/T3087-2008(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。 4、GB/T5310-2008(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。 5、GB/T5312-2000(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。 6、GB/T6479-2000(高压化肥设备用无缝钢管)。主要用于化肥设备上输送高温高压流体管道。代表材质为20、16Mn、12CrMo、12Cr2Mo等。 7、 GB/T9948-2006(石油裂化用无缝钢管)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。 8、GB/T18248-2000(气瓶用无缝钢管)。主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。 9、 GB/T17396-1998(液压支柱用热轧无缝钢管)。主要用于制作煤矿液压支架和缸、柱,以及其它液压缸、柱。其代表材质为20、45、27SiMn等。 10、 GB/T3093-1986(柴油机用高压无缝钢管)。主要用于柴油机喷射系统高压油管。其钢管一般为冷拔管,其代表材质为20A。 iMH钢管资讯 11、GB/T3639-1983(冷拔或冷轧精密无缝钢管)。



金杰金属制造有限公司主打的产品【上海Q345BH型钢】得到了国内外客户的一致好评。
金杰金属制造有限公司的四大特色:
1、强大的【上海Q345BH型钢】技术团队,赋予了【上海Q345BH型钢】产品优质与稳定;
2、丰富的经验,为客户量身定做心中理想、满意的【上海Q345BH型钢】;
3、完善的服务体系,让客户享受到研发、销售、制造服务;
4、的售后团队服务,为客户解决【上海Q345BH型钢】后顾之忧;



冷轧20号精拔无缝钢管的壁厚一般比热轧20号精拔无缝钢管要小,但是表面看起来比20号精拔厚壁钢管更加明亮。表面没有太多的粗糙,口径也没有太多的毛刺,热轧20号精拔无缝钢管的交货状态一般是热轧状态经过热处理后进行交货,热轧20号精拔无缝钢管在经过质检后要经过工作人员的严格的手工挑选。在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验。如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中 [1] 。35号厚壁精拔钢管工艺流程。 20号精拔无缝钢管的应用处理方法号精拔无缝钢管管口打磨切割完毕,应使用角磨机对管口塑层进行打磨处理,其目的是避免在法兰焊接时使塑层发生熔化甚至燃烧使管道破坏。使用角磨机将管口塑层进行打磨,号精拔无缝钢管涂塑处理打磨完毕。使用氧气、C2H2在管道外部对管口进行加热,加热到内部塑层部分有熔化现象。然后技术工人将用好的塑粉对管口均匀涂抹,应注意一定要涂抹到位,法兰盘涂塑要涂抹到止水线以上,此应严格控制加热温度,如温度过高。在涂塑中将会有气泡产生,如温度过低,在涂塑中塑粉熔化不完全,以上情况在管道投入使用后都会产生塑层脱落的现象。



一、产品简介 Q345B低合金高强结构钢已经广泛应用于车辆、船舶、压力容器等,由于其具有良好的综合力学性能,低温性能和焊接性良好,Q345B无缝钢管也已经在油田管道工程中得以推广。 Q345B表示屈服点(σs)为345MPa、质量等级为B级的碳素结构钢。综合性能好,低温性能好,冷冲压性能,焊接性能和可切削性能好。可用于-40℃以下寒冷地区的各种结构。Q345过去的一种叫法为:16Mn。化学成分详见表一。 表一 Q345B低合金高强度结构钢的化学成分 三、焊接材料选用 根据实验室焊接工艺评定结果,焊接Q345B无缝钢管(直径不限,壁厚1.5~12mm)对接焊缝应采用氩电连焊的方式,焊丝型号为H08Mn2SiA Φ2.5mm;焊条型号为E5016 Φ3.2mm。接头坡口角度、钝边、根部间隙符合焊接工艺规程的要求; 焊条按说明书的要求烘焙后,放入保温桶内,随用随取。冬季低氢型焊条烘干温度350℃,恒温时间1h,使用时间不超过4h,重复烘干次数不超过2次。



冷拔(轧)20号精拔无缝钢管的轧制方法较热轧(挤压20号精拔无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。20号精拔无缝钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若20号精拔无缝钢管内部有裂纹,气泡等问题,将被探测出。20号精拔无缝钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
当两端预留切除余量较少时,由于检测装置的结构原因,两端头有时得不到有效的检测,而端头是有可能存在裂纹或其他缺陷的部位,如果端头存在有潜在的裂纹倾向,安装时的焊接热影响也有可能使潜在的裂纹扩展。因此,也应注意对焊后20号精拔无缝钢管一定区域的检测,及时发现钢管端头缺陷的扩展,对在线使用奥氏体20号精拔无缝钢管,当绝热层损坏或可能有雨水渗进的部位,应注意进行渗透检测,以发现应力腐蚀裂纹或点蚀等缺陷。但磁粉或渗透检测只能对钢管外表面进行检测,对内表面的缺陷则无能为力,对内表面的检测,特别是裂纹类缺陷的检测,必须通过超声波检测来进行。