钢筋笼滚焊机多重优惠
更新时间:2025-02-25 13:48:17 浏览次数:15
以下是:钢筋笼滚焊机多重优惠的产品参数
| 产品参数 |
|---|
| 产品价格 | 26000/台 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 特级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 钢材 |
|---|
| 产品品牌 | 河南建贸 |
|---|
| 发货城市 | 许昌 |
|---|
| 产品产地 | 河南 |
|---|
| 产品型号 | JMRLJ-3000 |
|---|
| 可售卖地 | 全国 |
|---|
| 质保时间 | 一年 |
|---|
| 型号 | JMRLJ-3000 |
|---|
| 钢筋笼直径 | 400-3000mm |
|---|
| 钢筋笼长度 | 2-36m |
|---|
| 电机总功率 | 14KW |
|---|
| 缠绕筋 | 4-18mm |
|---|
| 缠绕筋间距 | 可调 |
|---|
| 焊接方式 | 二保焊机 |
|---|
| 焊接材料 | 焊丝焊条等 |
|---|
以下是:钢筋笼滚焊机多重优惠的图文视频
导读 钢筋笼滚焊机多重优惠_建贸机械 有限公司,固定电话:13298459090,移动电话:13298459090,联系人:赵艳杰,QQ:2060712089,许昌老城镇发货到辽宁省 辽阳市 白塔区、文圣区、宏伟区、弓长岭区、太子河区、灯塔市 发货到 辽宁省辽阳市。 辽宁省,辽阳市 辽阳市,古称襄平、辽东城,辽宁省辖地级市,国务院批复确定的以石化产业为主的现代工业城市、辽中南地区中心城市和历史文化名城。截至2022年,辽阳市下辖5个区、1个县,代管1个县级市,总面积4735.78平方千米,建成区面积139.5平方千米,年末全市常住人口154.3万。
钢筋笼滚焊机多重优惠的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:钢筋笼滚焊机多重优惠的图文介绍


一、钢筋笼加工方法介绍
钢筋笼传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器和人工辅助完成,其余工序如主筋定位,螺旋筋安装、定位等都在人工操作下完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因主筋定位误差较大造成对接安装较困难。
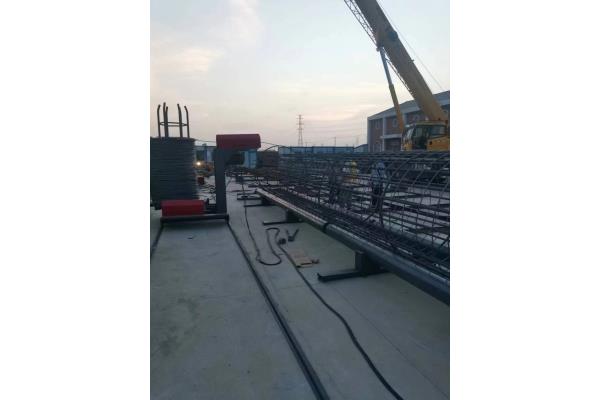
二、钢筋笼加工厂建设及设备简介
1、钢筋加工厂建设简介
2、钢筋笼自动滚焊机设备简介
1)拖动导轨;(2)控制台;(3)拖动驱动系统;(4)主筋料架;(5)钢筋笼液压支撑装置;(6)固定旋转驱动机构;(7)移动旋转驱动机构;(8)主筋固定器;(9)主筋导管;(10)主筋承接分隔系统;(11)箍筋放线架;(12)箍筋矫直机构;(13)主筋上料系统
三、施工工艺简介
1、施工工艺流程
2、主筋切头及丝口加工
3、丝口检查及保护
每加工完成10个接头采用卡尺、螺纹环规对丝头加工质量进行检测,检查丝头螺纹牙型、丝头长度、螺纹直径是否满足规范要求。加工完成的接头采用专用保护套进行保护。
4、主筋上料
通过上料架或人工将加工好的主筋放入分料器,人工穿过固定盘模板,并在移动盘模板内通过固定螺栓将主筋锁紧。启动移动盘,进行箍筋缠绕及焊接。



建贸机械 有限公司始终严把质量关,把科技创新作为公司的核心竞争力,其强大的研发能力保证了 辽宁辽阳智能压浆产品的不断改进和更新。 辽宁辽阳智能压浆产品质量、价格以及服务获得业界优良口碑。公司始终把“求真务实、拼搏创新、合作共进、价值共享”为企业的经营理念,并把振兴民族企业和民族产品为己任,更好更多的服务于社会。



滚筒制作钢筋笼的焊接时间=钢筋笼长度/行走速度,例如:一个12米的钢筋笼,行走速度为600mm/min,则理论焊接时间为12/0.6=20分钟。如果行走速度为1200 mm/min,则理论焊接时间为10分钟。实际操作中,由于两端不会完全焊满,故实际焊接时间比理论时间短。 辽宁辽阳钢筋笼绕筋机/钢筋滚笼绕筋机滚筒制作   自动化数控钢筋加工 4 步式: 1、多媒体; 2、专业业务经理; 3、样板工地现场; 4、研究发明专家深度解析方案。 二、1+N三百六十度服务(售前、卖出以后的服务保持高度一致): 1位专业业务经理+ 1位技术服务指导+1位现场加工培训督导,为顾客提供完整而专业的现场加工解决方案。 三、三百六十度服务分7个节点验收体系: 1、特殊需求的技术交底; 2、工厂设备交付,并派送; 3、指派随行现场加工培训督导; 4、设备现场交付验收; 5、设备调试成功验收; 6、现场指导工人使用结果验收; 7、完整设备交付使用效果 。



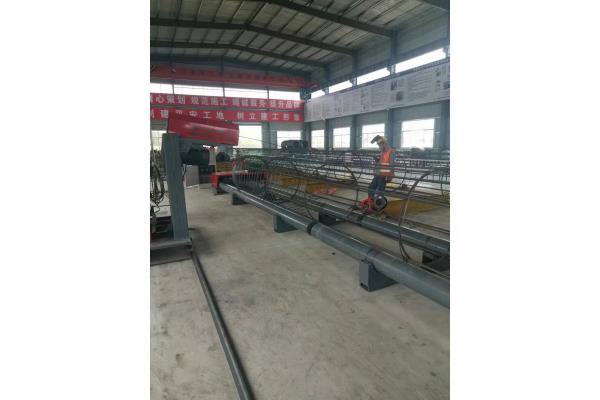
5、箍筋缠绕及焊接
钢筋安装利用箍筋盘,通过调直机构,把箍筋端部与主筋连接,移动盘转动前移,通过控制台设定好的转速与移动速度,进行箍筋缠绕及间距控制。
箍筋与主筋交叉点采用CO2保护焊焊接。该部位为设备的选配结构,可选择自动手,也可直接人工焊接。
6、相邻钢筋笼对接
以 、二节钢筋笼连接为例,当 节钢筋笼加工完成后,在末端剩余1m时,通过固定盘分料器,人工连接第二节主筋,完成后开动移动盘继续向前移动,同时继续缠绕箍筋,停止焊接,将第二节钢筋笼拖出固定盘模板1m后,停止移动盘,锁紧固定盘模板定位螺栓,人工标识主筋连接顺序,拆开两节钢筋笼之间的连接,卸除 节钢筋笼,将移动盘回移到位后,重复以上工序,完成第二、三节钢筋笼加工。
7、加劲箍圈的制作与安装
加劲箍圈采用自动弯箍机进行加工。
加劲箍圈安装分为两步, 步分是在钢筋笼完成自动滚焊后卸除钢筋笼前,为保证整体刚度,在钢筋笼两端及中间各焊接一加劲箍圈;第二步是完成卸笼后,在半成品存放区进行剩余部分加劲箍圈的安装及焊接及声测管的安装。
卸笼

总结 今年在辽宁省辽阳市购买钢筋笼滚焊机多重优惠有了新选择,建贸机械 有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的钢筋笼滚焊机多重优惠产品。如需购买或咨询,请随时联系我们,联系人:赵艳杰-13298459090,QQ:2060712089,地址:老城镇。