



大同16mn镀锌钢管理论重量81175 <大同>神悦钢材有限公司
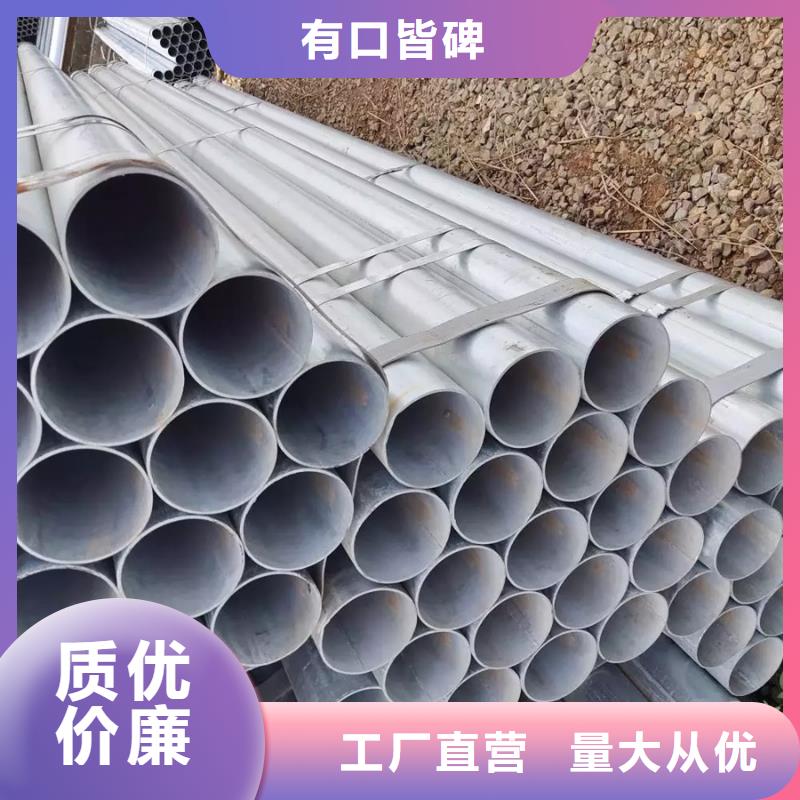
大同镀锌管由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着一层锌层。从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。大同热浸镀锌也用于防止腐蚀。热镀锌的 道工序是酸洗除锈,然后是清洗。这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。钢卷定位正确后,可将开卷机的左右锥头插入钢卷中同时旋转,将导头送至夹送辊,压紧夹送辊上辊 下降,线圈小车和磁辊可以回到原来的位置。 为使弹簧钢带运行准确,开卷机在运行前可整体轴向移动150mm。开卷机启动后,带钢通过夹送辊到达配有除尘装置的矫直机。将拉直的弹簧钢带用滑动式液压剪裁切到钢带的头部和尾部切割后的钢带头可以立即滑入废纸箱,切割后的钢带尾部可以由外部的输出装置收集线在专用的收集箱中。


大同镀锌无缝管的工作压力指标不是一个固定值,而是要根据镀锌无缝管的实际活动而变化。 以下是镀锌无缝管工作压力指标的定义类别:当工作压力P<7Mpa时,该指标为S=8; 当7<镀锌无缝管工作压力P<17.5时,该指标为S=6; 当工作压力P>17.5时,该指标为S=4。 以上就是一般镀锌无缝管验收负担的主要进展和主要计算方法。 只要镀锌无缝管的验收工作压力继续提高,其特性就会得到充分发挥。 大同镀锌管在生产过程中,如果生产工艺不合理,机器参数设置不当,就会出现偏差,尤其是大口径友发镀锌管,也就是常说的错边现象。友发镀锌管反面 对于生产后出现反面的友发镀锌管,处理方案如下:将反面位置修平,然后进行补焊。如果经常出现错误的一面,只能更换设备。友发镀锌管出现反面后,分析反面的原因是非常有必要的。以下是错误一侧的常见原因。钢带的弯度是造成钢管错位的重要因素。在螺旋焊管的成型过程中,钢带的弯度会不断地改变成型角度,从而导致焊缝间隙的变化,从而导致开孔、错位甚至重叠。
点炉中的热处理不可能一气呵成。大同镀锌管落地水平应根据温度控制,中间关炉改变压力,使淬火后的工件透视自始至终不矛盾。注意冷冻液的测量。 如果 10% 盐水溶液的测量高于 60°C,则不能应用。冷冻液不得有血、沙等残留物,否则会出现视角多或景物不均。粗胚一旦调质,视角就永远不会均匀。 如果要失去良好的调质质量,则毛坯应进行粗加工,圆棒应进行锻造。 大同镀锌方管活塞机的液压系统有单活塞杆气缸和双活塞杆气缸两种。 单活塞杆液压系统只有液压缸的一端,两侧分别为出油口和回油孔,以达到横向适应。又称双效油缸,常用于液压挖掘机等工程机械。 镀锌方管双活塞杆液压系统具有两侧延伸的液压缸,其组成与单活塞液压系统基本相同。 当液压系统的右腔充满液体,左腔被抽油时,活塞杆偏心,对面的活塞杆偏心。 镀锌方管的稳定性和合理性。