








湖州方矩管钢结构的焊接变形,主要是焊接应力较大,大于结构的承受能力后,导致结构扭曲,以缓解较大的焊接应力。。
1、采取较小的焊接参数,小规范焊接,即电流要点,速度慢一点等
2、先进行点固焊,把整个结构全部焊接成形,以增加结构强度
3、每条焊缝,尤其是长焊缝,都不要一次性焊接完成,间断分部完成。
湖州方矩管焊接焊接变形主要是焊缝收缩力大于母材强度造成的。
1:采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
2:只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在段起弧处。
湖州方矩管不是Q345B无缝管。无缝化钢管的生产工艺钢管的无缝化主要是通过张力减径来完成的,张力减径过程是空心母材无缝钢管不带芯棒的连续轧制过程。湖州方矩管若要获得尺寸更小和质量更好的无缝方管,必须采用冷轧、冷拔或者两者联合的方法。Q345B无缝方管冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。湖州方矩管冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
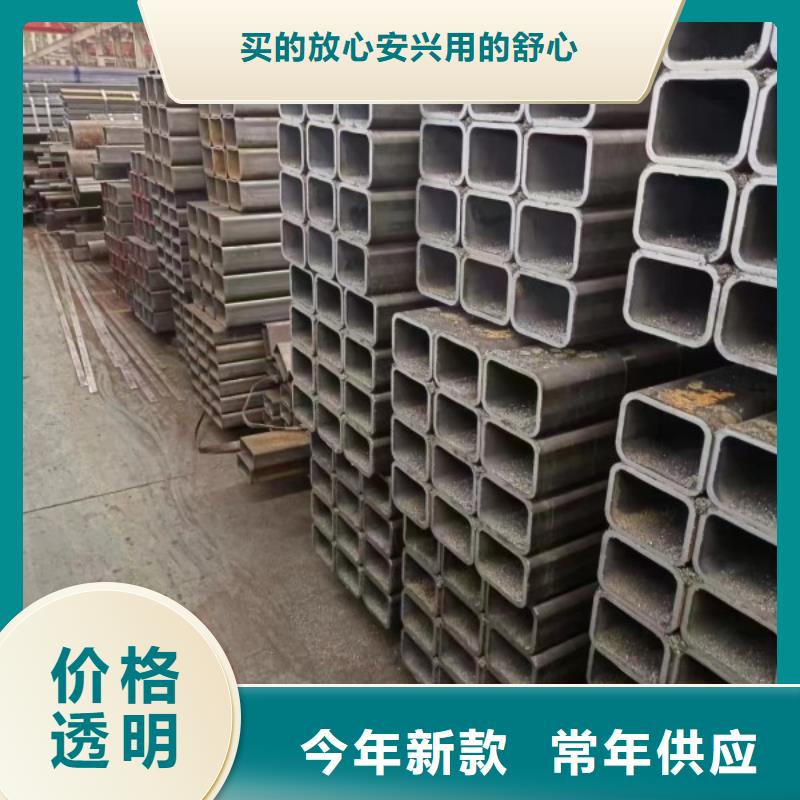
湖州方矩管应用领域:广泛应用于机械制造、建筑业、冶金工业、农用车辆、农业大棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰以及钢结构领域等。
湖州方矩管用于工程建筑、玻璃幕墙、门窗装饰、钢结构、护栏、机械制造、汽车制造、家电制造、造船、集装箱制造、电力、农业建设、农业大棚、自行车架、摩托车架、货架、健身器材、休闲和旅游用品、钢家具、各种规格的石油套管、油管和管线管、水、燃气、污水、空气、采暖等流体输送、消防用及支架、建筑业等。
湖州方矩管重量计算公式:4*壁厚*(边长-壁厚)*0.00785
矩形管重量计算公式:{(周长÷3.14)-壁厚}*壁厚*0.02466
备注:以上单位为kg/m,其中壁厚和边长的单位为毫米,即mm。
湖州方矩管生产工艺流程
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成方管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。