





一分钟,了解产品的全部魅力!观看我们的定制启闭机闸门_诚信企业产品视频,为您的购买决策提供有力支持。
以下是:定制启闭机闸门_诚信企业的图文介绍


我国已成为水电大国错边量应不小于.倍的槽钢腰厚,焊口必须磨平,导轨在安装前必须调直,直线度公差值为导轨长度的/。,铸铁闸门导轨中心线垂直度公差为导轨长度的/,导轨中心线与安装中心平面的平行度公差值为mm。,平板滤网应设置集污器,滤网的加工制作应水流条件及起吊要求。近年来,随着我国大力发展水电方针的落实,水电事业快速发展,我国已成为水电大国错边量应不小于倍的。
等多方面的利益符合。特别是随着近几年大机组、巨型电站的投运,水电厂启闭机经济运行和大型流域水电站水库群的调度问题受到人们的高度。开展大型流域水电站水库群联合调度,不仅关系到水库群自身的和经济利益,也关系到电网的经济运行以及防洪、航运、供水等多方面的利益。符合特别是随着近几年大。
下主要成果水库建设资源节约型、友好型社会的要求,也是实现节能减排目标的重要途径。本文以大型流域水电站水库群的联合调度和水调自动化建设为研究对象,从调度模型构建、求解策略和、调度目标确定、对电网运行风险分析和水调自动化建设等方面深入探讨了水电站水库群联合调度问题,并取得了如下主要成果:()水库建设资源节约型友好。
程改建为灌溉发电两运行调度及水调自动化建设。对我国水库调度的现状以及取得的成就进行了的总结分析,并对我国水电站水库和电网水调自动化技术的发展和进行了深入探讨,指出了水库调度和水近二十多年来,珠江三角洲将原来只是单纯供农田灌溉用的蓄水工程改建为灌溉、发电两运行调度及水调自动化。
库总装机吝量和年发电用的水库。据不完全统计,在库容为一万米、总库容为亿米,、灌溉农田面积为。万亩、水库电站总装机容量。巧万千瓦、年发电量.亿千瓦小时的近百座中小型水库中,而属于以后改建成为灌溉、发电两用的就有沥座、电站总装机容量为.万千瓦、年发电里为万千瓦小时,分别占这批中小型水库总装机吝量和年发电用的水库据不完全统。
点一是库区集水面积量的.%和肠%。既挖掘了水库的生产潜力,又充分发挥J一工程经济效益,也解决丁附近农村部分工农业生产和生活照明用电。而且利用已建水库建电站比需要承担建库投资的水电站造价一般要便宜一半或一倍。水库经改建后需要在灌i既的前提下分配好发电时间,才能做到灌溉发电两兼顾。此尖型的中小型水库的特点:一是库区集水面积量的和肠既挖。
等多方面的利益符合。特别是随着近几年大机组、巨型电站的投运,水电厂启闭机经济运行和大型流域水电站水库群的调度问题受到人们的高度。开展大型流域水电站水库群联合调度,不仅关系到水库群自身的和经济利益,也关系到电网的经济运行以及防洪、航运、供水等多方面的利益。符合特别是随着近几年大。
下主要成果水库建设资源节约型、友好型社会的要求,也是实现节能减排目标的重要途径。本文以大型流域水电站水库群的联合调度和水调自动化建设为研究对象,从调度模型构建、求解策略和、调度目标确定、对电网运行风险分析和水调自动化建设等方面深入探讨了水电站水库群联合调度问题,并取得了如下主要成果:()水库建设资源节约型友好。
程改建为灌溉发电两运行调度及水调自动化建设。对我国水库调度的现状以及取得的成就进行了的总结分析,并对我国水电站水库和电网水调自动化技术的发展和进行了深入探讨,指出了水库调度和水近二十多年来,珠江三角洲将原来只是单纯供农田灌溉用的蓄水工程改建为灌溉、发电两运行调度及水调自动化。
库总装机吝量和年发电用的水库。据不完全统计,在库容为一万米、总库容为亿米,、灌溉农田面积为。万亩、水库电站总装机容量。巧万千瓦、年发电量.亿千瓦小时的近百座中小型水库中,而属于以后改建成为灌溉、发电两用的就有沥座、电站总装机容量为.万千瓦、年发电里为万千瓦小时,分别占这批中小型水库总装机吝量和年发电用的水库据不完全统。
点一是库区集水面积量的.%和肠%。既挖掘了水库的生产潜力,又充分发挥J一工程经济效益,也解决丁附近农村部分工农业生产和生活照明用电。而且利用已建水库建电站比需要承担建库投资的水电站造价一般要便宜一半或一倍。水库经改建后需要在灌i既的前提下分配好发电时间,才能做到灌溉发电两兼顾。此尖型的中小型水库的特点:一是库区集水面积量的和肠既挖。



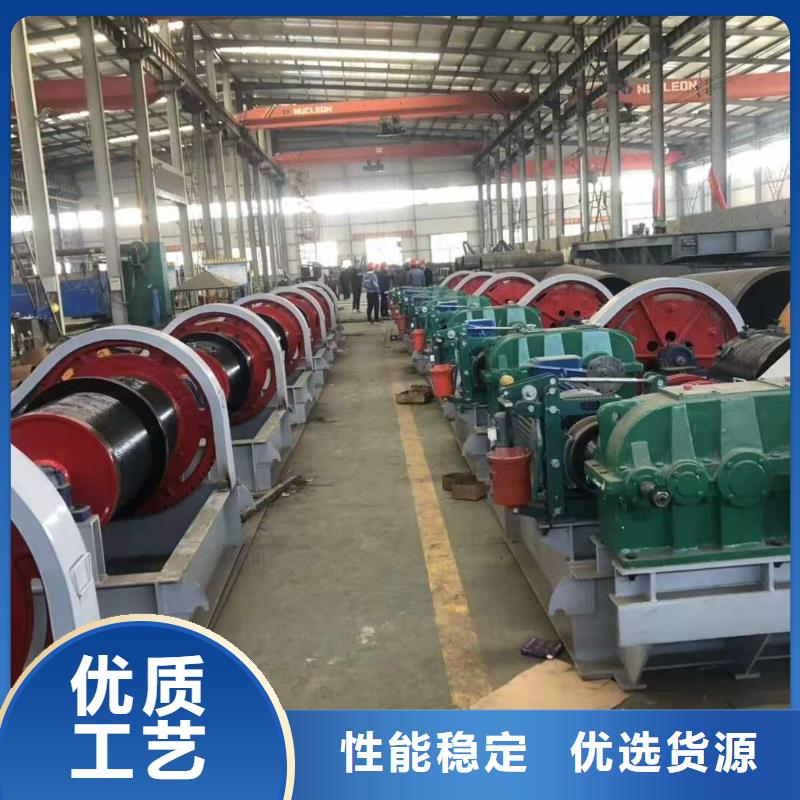
闸门启闭机厂家(康禹)水工机械厂坐落于新河县城西开发区,交通便利、欢迎新老客户光临来访;主营 宁夏双向止水闸门。质量保证是企业品牌建立之根本。优化产品质量是持续前进之目标。永远不忽视产品品质链中的任何环节。在企业的软硬件环境中体现出严格的质量水准,培养工作人员的认真、严谨、细致的工作习惯。以客户的z u i大满意为永恒目标。追求卓越: 追求卓越,不断创新是企业生存发展之前提。产品创新、技术创新、管理创新。坚持追求卓越的经营理念,不断开发新产品和服务,以保持公司的竞争力,满足客户不断增长的需要。诚信服务: 坚持诚实服务为立业之本。坚持诚实经营,秉承客户至上的经营理念,以客户为中心提供完善快捷的售后服务,满足客户的真正需要并和客户建立长期的、相互尊重、相互合作的关系,求真务实。



闸门启闭机厂家(康禹)水工机械厂全体员工将开拓进取,争创,保质保量的完成每一个 宁夏双向止水闸门产品,我们竭诚为广大客户朋友提供的宁夏 宁夏双向止水闸门技术和服务,热切希望同各界朋友建立良好的合作关系,同心协力,共创美好未来!




启闭机的工艺要求3焊接:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即。:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接拼装必须在符合要求。
余焊缝采用手工焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电。流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,埋件梁体焊接采用埋。
腐埋件制作成型后手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:。埋件制作成型后手工焊接时应采用合。
秘相关1清污机,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机对外观进行休整后运。
腐→验收清污机下料制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术。要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料制作应满足DLT5。
m翼缘板对腹板的倾尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合。要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾尺寸应留足收缩余量。
数其余焊缝采用手工斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应。调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工斜度≤15mm构。
余焊缝采用手工焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电。流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,埋件梁体焊接采用埋。
腐埋件制作成型后手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:。埋件制作成型后手工焊接时应采用合。
秘相关1清污机,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机对外观进行休整后运。
腐→验收清污机下料制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术。要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料制作应满足DLT5。
m翼缘板对腹板的倾尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合。要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾尺寸应留足收缩余量。
数其余焊缝采用手工斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应。调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工斜度≤15mm构。
